 English
English Español
Español Deutsch
Deutsch
-
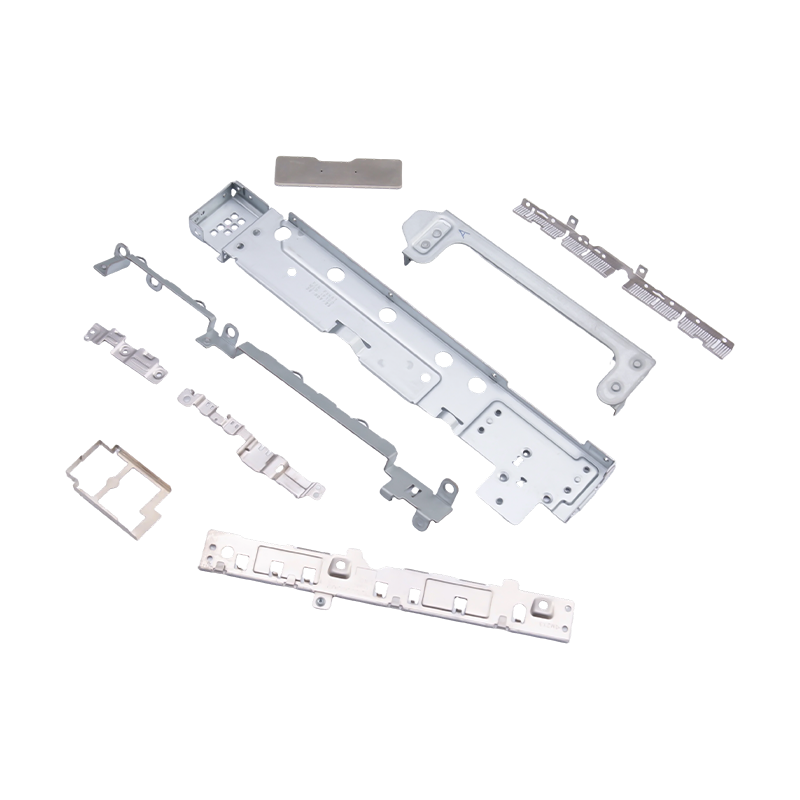
Small stamped parts for laptops and mobile phones
As essential internal components for modern portab...
-
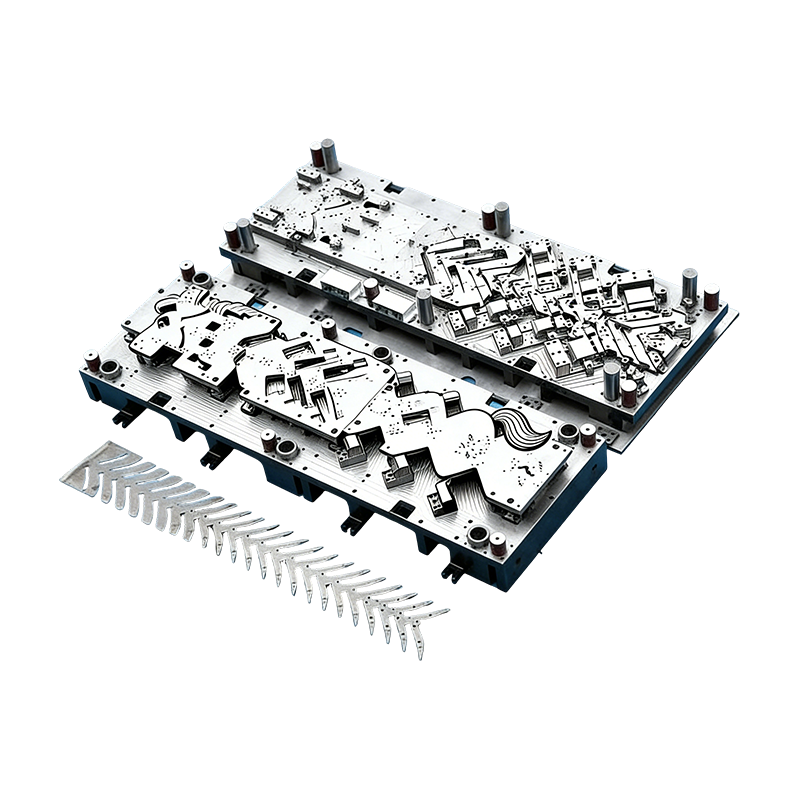
Progressive molds for automotive parts
This Continuous mold for automotive motor housing ...
-

Automotive motor housing stamping parts
Automotive motor housing stamping parts are core c...
-
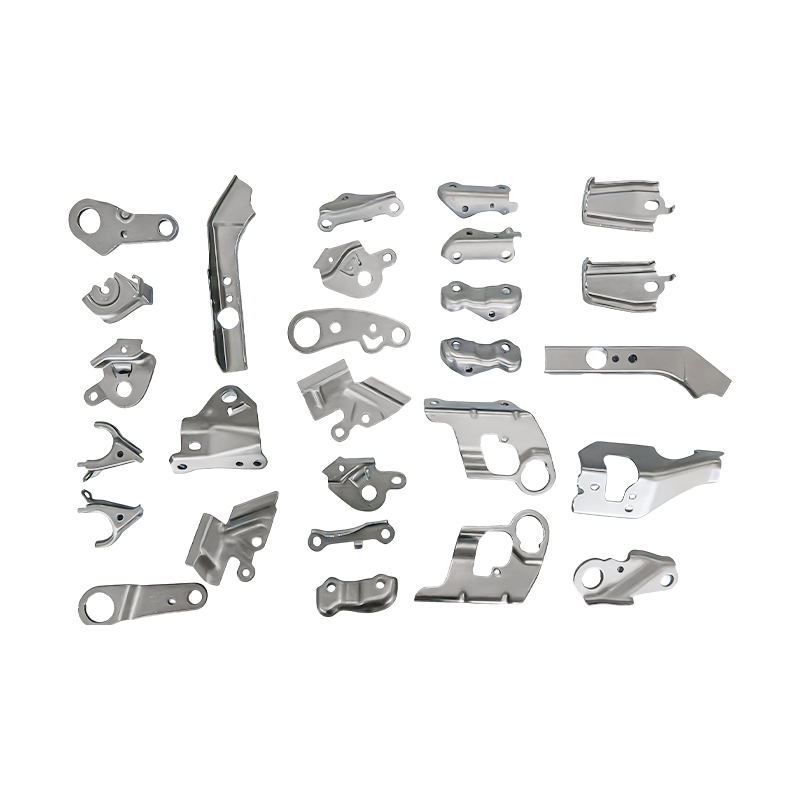
Small automotive parts progressive die stamping parts
Our Small automotive parts progressive die stampin...
-
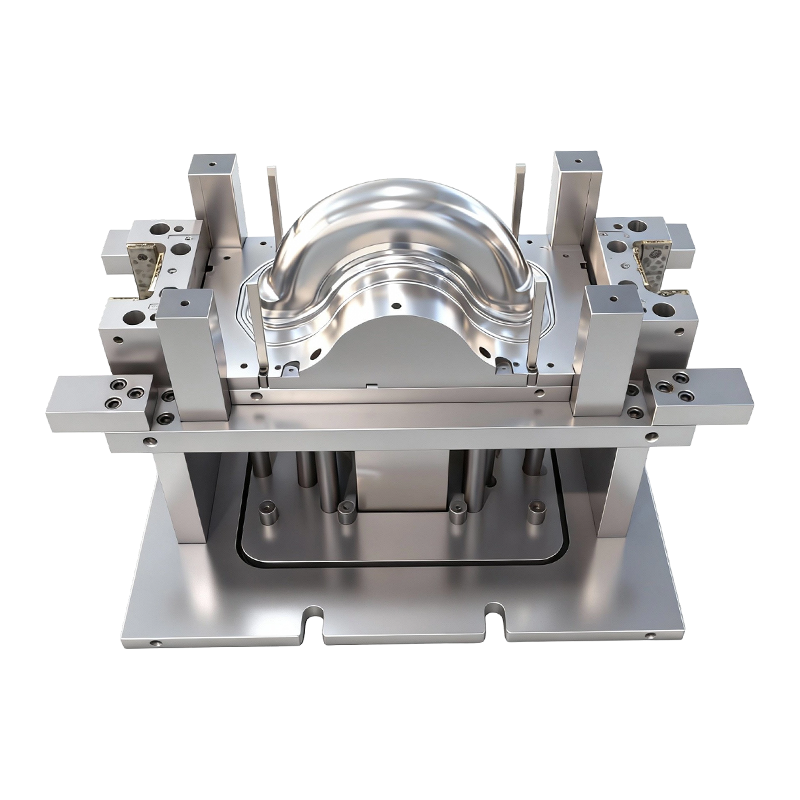
Deep drawing mold for front and rear wheels of two-wheeled electric vehicles
This Deep drawing mold for front and rear wheels o...
- E-mail us: [email protected]
- Call us: +86-139 1308 8972
Liu Yanan – After-Sales Service Engineer
Home / Author / Liu Yanan – After-Sales Service Engineer / Small Automotive Progressive Die Stamping Parts for Precision Vehicle Mechanisms
Small Automotive Progressive Die Stamping Parts for Precision Vehicle Mechanisms
2026-06-20
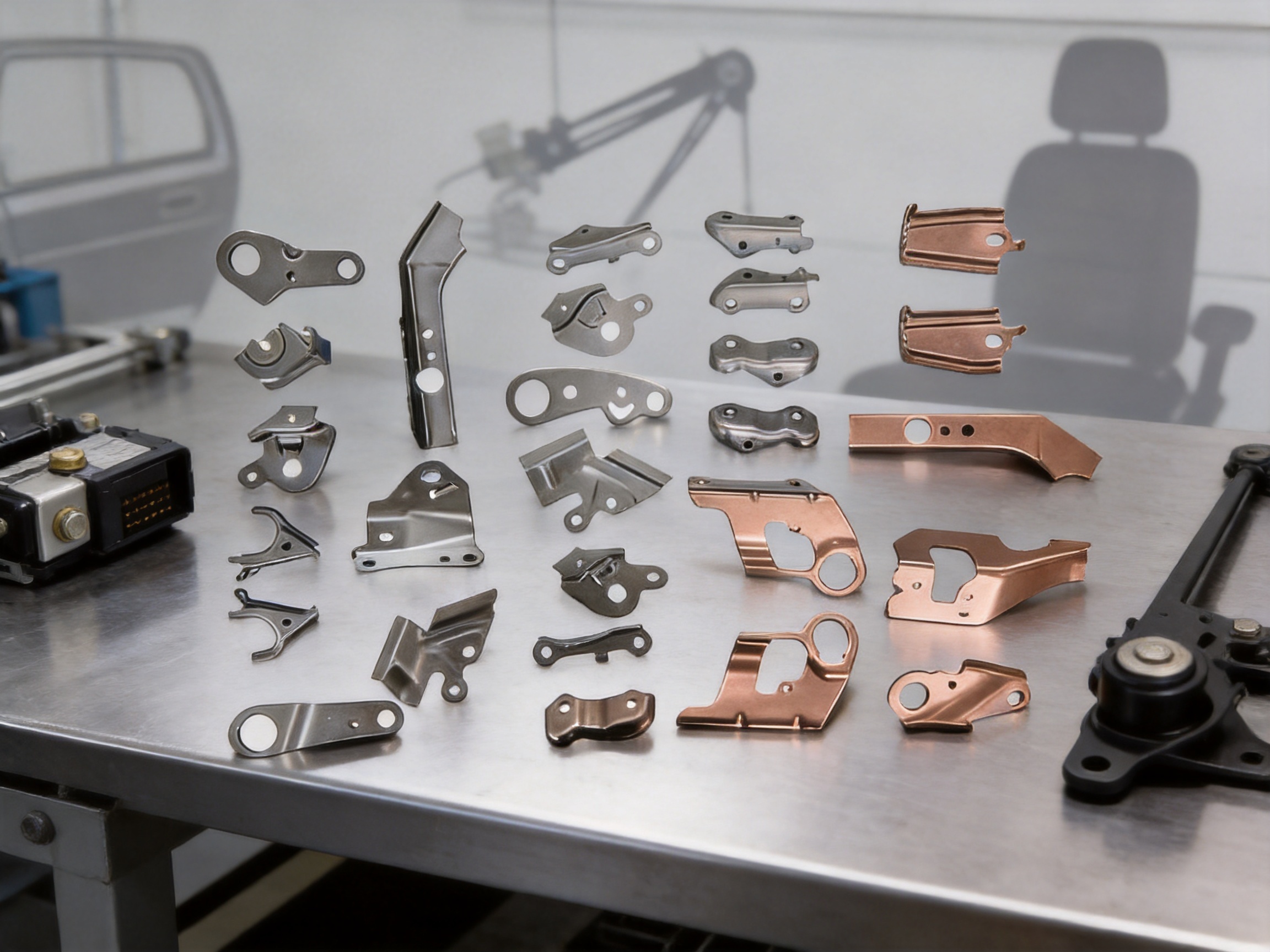
Small automotive parts progressive die stamping parts are essential precision components used in compact vehicle mechanisms where strength, dimensional stability, surface quality, repeatability, and cost efficiency must work together. Although these parts may be small in size, they often serve critical functions in automotive door locks, window regulators, seat adjusters, brackets, transmission links, retainers, clips, connectors, and other auxiliary assemblies. In these systems, even a minor dimensional deviation can cause noise, vibration, assembly interference, poor motion, shortened service life, or functional failure. For this reason, progressive die stamping is one of the most effective manufacturing methods for producing high-volume small automotive parts with consistent quality.
Progressive die stamping combines forming, blanking, piercing, bending, trimming, and other operations into a continuous process. A metal strip moves step by step through multiple stations inside a stamping die, and each station performs a specific operation until the finished part is separated from the strip. Compared with conventional single-operation stamping, machining, or manual forming, progressive die stamping provides higher productivity, lower unit cost, better repeatability, and more stable part geometry. For automotive manufacturers and component suppliers, these advantages help shorten delivery cycles while maintaining strict quality requirements.
The small automotive parts discussed in this article are produced from high-quality cold-rolled steel, aluminum alloy, or copper alloy according to application requirements. Cold-rolled steel provides excellent strength, formability, and cost efficiency. Aluminum alloy offers lightweight performance and corrosion resistance. Copper alloy provides electrical conductivity, fatigue resistance, and reliable spring properties for special functional components. Through proper material selection, die design, forming simulation, stamping control, and inspection, these small parts can meet the demanding needs of modern automotive assemblies.
Small automotive parts progressive die stamping parts
Content
- 1 Understanding the Role of Small Automotive Stamping Parts
- 2 Core Product Advantages
- 3 Why Progressive Die Stamping Is Ideal for Small Automotive Components
- 4 Applications in Automotive Auxiliary Systems
- 5 Material Selection and Performance
- 6 Manufacturing Process From Concept to Batch Production
- 7 Advanced Equipment and Integrated Manufacturing Strength
- 8 Quality Control for Automotive Stamping Parts
- 9 Advantages Over Competing Manufacturing Approaches
- 10 Technical Comparison Table
- 11 Design Considerations for Better Stamping Performance
- 12 Process Stability and Cost Control
- 13 Support for New Energy Vehicles and Modern Automotive Trends
- 14 Customer Value and Supply Chain Benefits
- 15 How the Product Supports Long Service Life
- 16 Typical Defects and Prevention Methods
- 17 Why Manufacturing Experience Matters
- 18 Selection Criteria for Buyers
- 19 Q&A Section
- 19.1 What are small automotive progressive die stamping parts?
- 19.2 Why is progressive die stamping suitable for these parts?
- 19.3 What materials can be used?
- 19.4 Which automotive systems use these components?
- 19.5 How is dimensional accuracy controlled?
- 19.6 What makes these parts advantageous over machined parts?
- 19.7 How does the manufacturer ensure quality?
- 19.8 Can the parts be customized?
- 19.9 Why is die design important?
- 19.10 What are the benefits of integrated die and automation capability?
- 20 Conclusion
- 21 References
- 22 Product: Small automotive parts progressive die stamping parts
Understanding the Role of Small Automotive Stamping Parts
Automotive systems contain thousands of parts, and many of the most important functional components are hidden inside compact mechanical modules. A door lock mechanism, for example, may contain small levers, pawls, plates, retainers, springs, and brackets that must interact smoothly every time the door opens or closes. A window regulator may rely on small metal stamped elements to support guided motion, transfer load, or maintain alignment. A seat adjuster may include stamped sliding elements, locking plates, reinforcement pieces, and guide structures that must resist repeated stress while ensuring passenger comfort and safety.
The performance of these assemblies depends not only on the visible large components but also on the precision of small stamped parts. If a stamped part has burrs, inconsistent bending angles, unstable hole positions, insufficient flatness, or poor surface condition, the entire mechanism may suffer. Assembly workers may encounter fitting problems. End users may hear abnormal noise. Mechanical resistance may increase. Over time, wear may become excessive. Therefore, reliable progressive die stamping parts are not simple commodity parts; they are engineered components that help determine the quality of the finished vehicle system.
Small automotive stamping parts are especially important because modern vehicle design increasingly emphasizes compact structure, reduced weight, cost control, and long-term durability. Automakers and tier suppliers need components that can be produced in large quantities without sacrificing accuracy. Progressive die stamping directly addresses this requirement. Once the die is correctly designed and validated, the production line can manufacture large batches with consistent quality, allowing customers to reduce variation in downstream assembly.
Core Product Advantages
The main advantage of small automotive progressive die stamping parts is dimensional consistency. In automotive assembly, consistent dimensions reduce rework, improve automated assembly compatibility, and stabilize product performance. Progressive dies are designed with precise station layouts, guide systems, punches, inserts, pilots, and forming components to control the part throughout the entire stamping process. This approach ensures that holes, bends, slots, edges, and functional surfaces remain within the required tolerance range across batch production.
Another advantage is high production efficiency. Progressive die stamping can integrate multiple operations into one continuous tool. Instead of moving parts between separate machines for punching, bending, forming, and trimming, the material strip advances through each station automatically. This greatly reduces handling time, labor cost, and process variation. For high-volume automotive programs, the efficiency of progressive stamping can create substantial cost savings over the full lifecycle of a part.
A third advantage is improved surface quality. Smooth edges, controlled burr direction, stable forming marks, and clean contact surfaces are important for small automotive mechanisms. Parts used in door locks and seat adjusters may contact other moving parts repeatedly. If the surface is rough or burrs are excessive, friction and wear can increase. Proper die clearance, punch sharpness, material lubrication, and die maintenance help create stamped parts with reliable surface finishes suitable for mechanical operation.
Durability is also a key benefit. By selecting suitable materials and controlling forming stress, the parts can withstand repeated mechanical movement, vibration, and load. Cold-rolled steel parts can provide strength and rigidity for structural support. Aluminum alloy parts can reduce weight while resisting corrosion. Copper alloy parts can serve specialized needs where conductivity or resilience is required. Material verification and mechanical performance testing help ensure the parts are suitable for vehicle operating environments.
Finally, the product offers excellent customization flexibility. Small automotive parts are rarely one-size-fits-all. Each customer may require a unique geometry, mounting hole pattern, thickness, strength level, coating, surface condition, or packaging method. A manufacturer with strong die design and stamping capability can develop custom solutions according to drawings, samples, performance requirements, or assembly constraints. This flexibility is especially valuable for automotive suppliers developing new mechanism modules or improving existing designs.
Why Progressive Die Stamping Is Ideal for Small Automotive Components
Progressive die stamping is particularly suitable for small automotive parts because it balances precision and volume. Many small parts have complex shapes but must be produced in large quantities. Traditional machining may deliver accuracy, but it is often too slow and costly for high-volume automotive production. Simple single-stage stamping may be faster, but it can require multiple tools and secondary handling, which increases the risk of dimensional variation. Progressive die stamping provides an integrated solution by completing a sequence of operations within a single die system.
In a typical progressive die, a coil of metal strip is fed into the press. The strip advances at a controlled pitch, and pilots align it precisely at each stroke. At early stations, holes or slots may be pierced. Subsequent stations may form bends, ribs, embosses, offsets, or functional shapes. Later stations may trim edges, calibrate features, or separate the part from the carrier strip. Each station is designed to distribute deformation properly and prevent cracks, distortion, or springback beyond acceptable limits.
For small automotive parts, the ability to control sequence is extremely important. If a hole is pierced after a bend, its location may vary due to material movement. If a bend is formed before stress is relieved or before a neighboring feature is supported, the part may warp. Progressive die design considers these relationships carefully. Engineers evaluate the material grain direction, strip layout, carrier strength, feeding stability, station timing, forming pressure, and part release behavior. The result is a process capable of producing precise parts at high speed.
Progressive stamping also supports automation. Feeders, decoilers, straighteners, sensors, scrap conveyors, robotic transfer systems, and inspection devices can be integrated into production. Automation reduces human error and improves production stability. For customers, this means better delivery reliability, improved batch consistency, and stronger cost control.
Applications in Automotive Auxiliary Systems
Small automotive progressive die stamping parts are widely used in auxiliary systems. Although these systems may not always be visible to drivers, they strongly influence safety, comfort, and perceived vehicle quality. Door locks, window regulators, seat adjusters, latch systems, interior mechanisms, small brackets, and compact transmission structures all require precise stamped parts.
In automotive door lock systems, stamped parts may serve as levers, retainers, plates, supports, or motion transfer components. These parts must operate reliably under repeated opening and closing cycles. They must resist deformation, maintain stable pivot positions, and avoid excessive wear. Because door locks are safety-related assemblies, component consistency is critical.
In window regulators, small stamped parts may support sliding motion, cable positioning, guide stability, or load transfer. Dimensional accuracy affects window movement smoothness, noise level, and service life. A small deviation in a bracket or guide plate can cause uneven movement or increased motor load. Progressive die stamping helps ensure that these parts match the assembly requirements.
In seat adjusters, stamped components may be used in locking plates, rails, support structures, linkage parts, and adjustment mechanisms. Seat systems must withstand repeated adjustment, passenger load, vibration, and impact conditions. The parts must combine strength with stable geometry. Progressive stamping can produce features such as teeth, slots, reinforcement ribs, and locking profiles with repeatable accuracy.
Other applications include small reinforcement brackets, electrical connector parts, motor supports, sensor brackets, hinge components, compact mounting plates, and precision clips. As vehicles adopt more electrical and intelligent systems, the demand for small stamped parts with special materials and exact geometry continues to grow.
Material Selection and Performance
Material selection is one of the foundations of reliable stamping part performance. The material must match the part function, forming requirements, surface treatment, cost target, and operating environment. Cold-rolled steel, aluminum alloy, and copper alloy are commonly used for small automotive progressive die stamping parts because each offers distinct advantages.
Cold-rolled steel is often selected for parts requiring strength, dimensional stability, and economical production. It has good formability and can support bending, piercing, embossing, and other stamping operations. Depending on the grade and thickness, cold-rolled steel can deliver the rigidity needed for brackets, lock plates, supports, and structural small parts. It can also be treated with plating, coating, or anti-corrosion processes when required.
Aluminum alloy is suitable for applications where weight reduction and corrosion resistance are priorities. Lightweight design is increasingly important in automotive engineering because reducing vehicle weight can improve energy efficiency and range, especially in new energy vehicles. Aluminum alloy stamping requires careful die design because springback and surface sensitivity may be different from steel. When properly processed, aluminum alloy small parts provide a good balance of light weight and mechanical performance.
Copper alloy is used when electrical conductivity, thermal conductivity, elastic performance, or corrosion resistance is required. In automotive electrical modules, connectors, sensors, and compact conductive components, copper alloy stamping can produce precise functional shapes at scale. Copper alloy also requires attention to burr control and material handling because surface quality may influence electrical contact reliability.
Beyond material type, important factors include thickness tolerance, hardness, tensile strength, yield strength, elongation, surface condition, coating compatibility, and grain direction. For progressive stamping, inconsistent material quality can create variation in springback, burr height, forming cracks, and feeding behavior. Therefore, material verification before production is essential. A reliable manufacturer checks material certificates, performs dimensional checks, and verifies performance characteristics when necessary.
Manufacturing Process From Concept to Batch Production
The manufacturing process for small automotive progressive die stamping parts begins with understanding customer requirements. These requirements may include drawings, three-dimensional models, samples, performance specifications, assembly conditions, annual volume, material preference, surface treatment, and packaging needs. Engineering communication at this stage is critical because small details can have large effects on manufacturing feasibility and final performance.
After the requirements are clarified, engineers evaluate the part structure for manufacturability. They examine hole-to-edge distances, bend radii, material thickness, flatness requirements, tolerance zones, forming depth, burr direction, and possible interference between features. If a design includes difficult features, engineers may recommend optimization to improve stamping stability while preserving the functional intent of the part.
Next comes strip layout design. The strip layout determines how the part will progress through the die and how material will be used. An efficient layout can reduce waste, improve feeding stability, and ensure proper forming sequence. For small automotive parts, carrier design is especially important because the part must remain accurately positioned until final separation. Poor carrier design can cause vibration, misfeed, or deformation during high-speed stamping.
Die design follows. The die must include punches, dies, guide posts, stripper plates, pilots, lifters, inserts, sensors, springs, and other components arranged to perform each operation precisely. High-wear areas may use durable tool steel or replaceable inserts. Critical features may require fine clearance control. Forming sections must compensate for springback and material flow. Safety, maintenance, and ease of adjustment are also considered.
Precision machining is then used to manufacture die components. Advanced equipment such as imported wire cutting machines, CNC machining centers, grinding machines, and other precision machine tools helps achieve high accuracy. Wire cutting is especially useful for complex punch and die profiles. CNC machining supports accurate cavity and component production. Grinding improves flatness, parallelism, and surface finish. The quality of die manufacturing directly affects the quality and stability of stamped parts.
After die assembly, trial stamping and debugging are performed. During this stage, technicians install the die on a punch press and test the stamping process using the selected material. They check feeding, piercing, forming, stripping, part release, burr condition, dimensional accuracy, and surface quality. Adjustments may be made to clearances, forming angles, pilots, pressure pads, or station timing. Experienced debugging personnel are essential because practical stamping behavior may differ from theoretical prediction.
Once the die passes validation, sample parts are inspected. Dimensional inspection may include calipers, height gauges, projectors, coordinate measuring machines, custom gauges, or other inspection tools. Material performance may also be verified. After customer approval, the process can move into batch production. During batch production, operators monitor machine conditions, feeding stability, die wear, lubrication, part quality, and production records.
This systematic approach ensures that the finished parts are not only accurate at the start of production but also stable throughout large-volume manufacturing.
Advanced Equipment and Integrated Manufacturing Strength
A major competitive advantage behind high-quality progressive die stamping parts is the integration of die design, die manufacturing, stamping production, and automation capability. Suzhou Shuangqisi Mold Equipment Co., Ltd. is a professional manufacturer of stamping dies and hardware parts with experience in design, manufacturing, and service. Its manufacturing system supports both mold production and stamping part production, allowing customers to obtain coordinated solutions rather than fragmented services.
The company is equipped with imported wire cutting machines, CNC machining centers, more than ten grinding machines of various sizes, and advanced precision machine tools. These assets are important because progressive dies require exact component geometry. A small inaccuracy in a punch, die insert, guide component, or forming block may create repeated defects in every stamped part. Precision equipment helps control these risks from the beginning.
The company also operates twenty-five punch presses ranging from 80 tons to 400 tons. This press range allows flexible production for various part sizes, material thicknesses, forming forces, and batch volumes. Smaller presses may be suitable for compact thin parts, while higher-tonnage presses can handle stronger materials or more complex forming operations. Having multiple presses also improves scheduling flexibility and delivery capability.
Technical capability is another key strength. The company has sixty technical staff members, including experienced operators and debugging personnel. In progressive die stamping, skilled people are as important as machines. Engineers must design reliable tools. Machinists must manufacture precise die components. Toolmakers must assemble and adjust the die. Press operators must monitor production. Quality inspectors must verify results. Debugging specialists must solve forming, feeding, springback, and stability problems quickly. A strong technical team reduces project risk and supports faster problem resolution.
The company has fifteen years of experience in the mold industry and serves customers in fields such as servo drives, compressors, and new energy vehicles. This experience is valuable for automotive-related stamping parts because these industries require accuracy, reliability, and stable mass production. The ability to supply molds and stamped products for demanding applications reflects mature process control and engineering capability.
In addition, the company invested in and established an intelligent technology enterprise focused on stamping automation equipment. This supports turnkey solutions for stamping dies and stamping automation. Customers benefit because die design can be considered together with automation from the early stage. The result may include better feeding systems, more efficient production layouts, reduced labor requirements, and improved consistency.

Quality Control for Automotive Stamping Parts
Quality control is central to automotive stamping. Small parts may appear simple, but they often have strict fit, movement, and durability requirements. Reliable production requires inspection and control from raw material to finished batch delivery.
Incoming material control is the first step. Material type, thickness, surface condition, hardness, and mechanical properties must match specifications. If the material is too hard, cracks may occur during forming. If it is too soft, the part may deform during use. If thickness varies beyond tolerance, hole quality, bending angles, and assembly fit may change. Checking material performance helps prevent problems before production begins.
Die inspection and maintenance are also essential. Progressive dies operate under repeated load, and wear can gradually affect burr height, hole size, edge condition, and forming accuracy. Regular maintenance includes cleaning, lubrication, punch sharpening, insert replacement, spring inspection, guide system checks, and sensor verification. A stable die maintenance plan extends tool life and protects part consistency.
In-process inspection helps identify problems early. Operators and quality staff may check key dimensions at defined intervals. Important characteristics include hole diameter, hole location, overall length, width, bend angle, flatness, burr height, surface marks, and functional fit. For automotive parts, special gauges are often used to verify assembly-related dimensions quickly and consistently.
Final inspection confirms that each batch meets customer requirements. Dimensional inspection and material performance verification are performed according to the control plan. When necessary, surface treatment quality, corrosion resistance, hardness, tensile performance, or fatigue-related characteristics may also be evaluated. Inspection records support traceability and customer confidence.
Quality control is not limited to inspection; it also includes prevention. Good die design, stable press settings, suitable lubrication, proper material storage, controlled production environment, operator training, and systematic documentation all help prevent defects. This preventive approach is especially important in automotive supply chains, where delayed defect discovery can create high costs.
Advantages Over Competing Manufacturing Approaches
Compared with machining, progressive die stamping offers significant advantages for high-volume small automotive parts. Machining removes material from a solid workpiece, which can produce precise shapes but often results in longer cycle times and higher material waste. For small parts with thin sheet structures, stamping is usually more efficient because it shapes parts directly from strip material. Once tooling is complete, each press stroke can produce one or more parts depending on the die design.
Compared with laser cutting followed by manual bending, progressive stamping provides better repeatability and lower labor dependence. Laser cutting can be useful for prototypes or low-volume parts, but it may require secondary operations for forming. Manual or semi-manual bending can introduce variation. Progressive dies integrate these operations and maintain fixed relationships between features, improving batch stability.
Compared with simple single-stage stamping, progressive die stamping reduces handling and alignment errors. A part produced through multiple separate dies may need to be transferred between operations, and each transfer can introduce positioning variation. Progressive stamping keeps the part connected to the strip while each station performs its task, allowing pilots and guides to maintain alignment.
Compared with some low-cost stamping suppliers, a manufacturer with advanced die design, precision machining, experienced debugging, and automation capability can provide more reliable long-term value. The lowest unit price is not always the lowest total cost. Poor-quality parts can cause assembly delays, sorting costs, warranty risks, and customer complaints. A strong process-oriented supplier helps reduce these hidden costs.
The combination of precision tooling, stable presses, quality inspection, and engineering support gives these small automotive progressive die stamping parts a clear competitive position. They are designed not only to be produced quickly but also to perform reliably inside demanding vehicle mechanisms.
Technical Comparison Table
| Evaluation Item | Progressive Die Stamping Parts | Conventional Multi-Step Stamping | Machining or Laser-Based Production |
|---|---|---|---|
| Production Efficiency | High efficiency because multiple operations are completed in one continuous die process | Medium efficiency due to separate operations and part transfer | Lower efficiency for large-volume thin sheet parts |
| Dimensional Consistency | Excellent consistency through guided strip movement, pilots, and fixed station sequence | Moderate consistency with higher risk of transfer-related variation | Good for prototypes but less cost-effective for mass production |
| Unit Cost at High Volume | Low unit cost after tooling validation | Moderate cost due to labor and multiple process steps | Higher cost because of slower cycle time and material removal |
| Design Complexity | Suitable for complex small parts with holes, bends, ribs, slots, and formed profiles | Suitable but may require multiple tools | Suitable for certain profiles but may require secondary forming |
| Automation Compatibility | Highly compatible with coil feeding, sensors, automated collection, and integrated production | Less efficient because of part handling between stations | Possible but often less efficient for stamped sheet structures |
| Best Application | High-volume automotive mechanisms requiring stable quality | Medium-volume or less complex stamped parts | Prototype, low-volume, or thick precision-machined components |
Design Considerations for Better Stamping Performance
Successful small automotive stamping parts begin with design for manufacturability. A part may look practical in a three-dimensional model, but it must also be suitable for progressive die production. Design details such as bend radius, hole position, material thickness, and feature spacing can influence whether the part can be stamped reliably.
Bend radius is one important factor. If the bend radius is too small for the selected material and thickness, cracking may occur. If the radius is too large, the part may not fit the intended assembly. Engineers evaluate material properties and functional requirements to choose a practical bend design.
Hole-to-bend distance also matters. Holes located too close to bends may distort during forming. Slots or cutouts near formed features may stretch or become irregular. Progressive die engineers can adjust the process sequence or recommend design changes to preserve hole accuracy.
Burr direction should be considered in relation to assembly and motion. In mechanical systems, a burr facing a contact surface may create friction, noise, or wear. By controlling the stamping direction and part orientation, burrs can be placed on less critical surfaces or reduced through process optimization.
Flatness requirements must be realistic and controlled. Thin metal parts may warp due to residual stress after piercing and forming. Die design can include leveling, restriking, or calibration stations to improve flatness. However, extremely tight flatness requirements may increase tooling complexity and cost, so engineering communication is important.
Surface treatment should also be considered early. Parts may require plating, cleaning, oiling, passivation, coating, or anti-corrosion treatment. The base material and stamped geometry must be compatible with the chosen surface process. For example, deep recesses, sharp corners, or overlapping features may affect coating uniformity.
Packaging design can influence final part quality. Small precision parts may be damaged by collision during transport if packaging is not controlled. Proper packaging methods prevent deformation, scratching, corrosion, and mixing. For automotive customers, labeled and traceable packaging also supports efficient warehouse and assembly operations.
Process Stability and Cost Control
Cost control in automotive stamping is not only about reducing the price of raw material or labor. True cost control comes from stable production, low defect rates, efficient die maintenance, optimized material utilization, and reliable delivery. Progressive die stamping offers strong cost advantages when the entire process is carefully managed.
Material utilization is a major cost factor. Strip layout design determines how much material becomes finished parts and how much becomes scrap. Engineers seek to reduce scrap while maintaining enough carrier strength and feeding stability. An overly aggressive layout may save material but cause production instability. A balanced layout delivers better total cost performance.
Die life also affects cost. A durable die with replaceable wear components can support long-term production with lower maintenance expense. Tool steel selection, heat treatment, surface treatment, lubrication, and press alignment all influence die life. Preventive maintenance avoids sudden downtime and protects delivery schedules.
Automation improves cost control by reducing manual handling and increasing consistency. Automated feeding, stamping, collection, and inspection reduce the risk of human error. For suitable projects, automation can also support higher production speeds and safer working conditions.
Quality stability reduces hidden costs. Defective parts may require sorting, rework, replacement, or urgent resupply. In automotive supply chains, such problems can be expensive. A stable progressive stamping process helps customers reduce downstream risk. This is one of the strongest advantages over suppliers that focus only on short-term pricing.
Delivery stability is another cost-related factor. Production delays can disrupt assembly lines and create logistics pressure. A manufacturer with multiple presses, in-house die capability, skilled technicians, and automation support is better positioned to respond to customer schedules and urgent requirements.
Support for New Energy Vehicles and Modern Automotive Trends
The automotive industry is changing quickly. New energy vehicles, intelligent driving systems, lightweight structures, and electrified mechanisms are increasing the demand for precise small metal parts. These trends create new requirements for stamping technology.
New energy vehicles often require lightweight components, compact packaging, and reliable electrical systems. Aluminum alloy and copper alloy stamping parts may become more common in battery systems, electrical modules, sensors, motor-related components, and control units. At the same time, steel stamped parts remain important for mechanical strength, mounting, and protection.
Vehicle comfort systems are also becoming more sophisticated. Power seats, electric windows, soft-close doors, smart locks, and adjustable interior modules rely on compact mechanical assemblies. These systems need small stamped parts with stable geometry and low noise performance. Progressive die stamping supports high-volume production for these components while maintaining dimensional repeatability.
Automation in manufacturing is becoming increasingly important. Customers expect suppliers to deliver consistent quality, traceability, and efficient production. The ability to provide stamping automation equipment and turnkey solutions is a strong advantage because it supports modern production planning. Integrated die and automation development can reduce project coordination problems and improve production readiness.
Sustainability is also influencing manufacturing decisions. Efficient material utilization, reduced scrap, durable tooling, long part life, and optimized production energy use all support more responsible manufacturing. Progressive die stamping, when well designed, can be a resource-efficient method for producing large quantities of small metal parts.

Customer Value and Supply Chain Benefits
For automotive parts manufacturers, choosing the right stamping supplier affects more than the individual component price. It influences assembly efficiency, product reliability, development speed, quality risk, and long-term competitiveness. Small progressive die stamping parts offer value by improving consistency, reducing assembly variation, and supporting efficient mass production.
One key customer benefit is engineering support. When a supplier can participate early in design review, potential manufacturing issues can be identified before tooling investment. This reduces the risk of later design changes, die modification, and production delays. Customers can receive practical suggestions on material, tolerances, forming feasibility, burr control, and cost optimization.
Another benefit is integrated production capability. A supplier that can design and manufacture the die, produce stamped parts, and support automation can manage the entire process more effectively. This reduces communication gaps between separate die makers, stamping factories, and automation providers. For customers, a single coordinated technical partner can simplify project management.
Batch quality stability is especially valuable. Automotive suppliers often need parts delivered repeatedly over long production periods. A stable process ensures that parts produced today match parts produced months later. This consistency supports smooth assembly, reduces inspection burden, and improves final product reliability.
Cost-effective production is also important. Progressive die stamping requires initial tooling investment, but the unit cost becomes highly competitive in mass production. With efficient strip layout, stable press operation, reduced labor, and low defect rates, customers receive strong total cost value.
Flexible response capability further strengthens the supply chain. If a customer needs design adjustment, urgent production, additional inspection, or process improvement, an experienced manufacturer with in-house technical resources can respond more effectively. This is particularly important in automotive programs where schedules are strict and changes may occur during development.
How the Product Supports Long Service Life
Long service life is achieved through a combination of proper design, material selection, forming control, surface quality, and inspection. Small automotive parts often experience repeated movement, load, vibration, and environmental exposure. A reliable stamped part must maintain function throughout the expected life of the assembly.
Material strength and fatigue resistance are important. For moving mechanisms, repeated stress may cause cracks or deformation if the material is unsuitable. Engineers select materials that match the load and movement conditions. For stronger mechanical parts, cold-rolled steel may be used. For lightweight and corrosion-resistant parts, aluminum alloy may be suitable. For conductive or resilient parts, copper alloy may be selected.
Dimensional accuracy contributes to service life. If parts fit correctly, load is distributed as intended. If dimensions are unstable, stress may concentrate in certain areas, causing premature wear or failure. Progressive die stamping helps maintain stable dimensions and repeatable assembly fit.
Surface finish influences friction and wear. Smooth surfaces and controlled burrs reduce contact damage. In mechanisms such as locks and adjusters, this can improve operating feel and reduce noise. Where necessary, surface treatments can further enhance corrosion resistance or wear performance.
Inspection and process control provide assurance. By checking dimensions and material performance for each batch, the manufacturer reduces the risk of defective parts entering customer assembly. This supports long-term reliability and customer confidence.
Typical Defects and Prevention Methods
Professional progressive stamping production requires awareness of common defects and prevention methods. Burrs, cracks, springback, warpage, scratches, misfeeds, and inconsistent dimensions can occur if the process is not properly controlled.
Burrs are usually influenced by die clearance, punch wear, material hardness, and cutting conditions. Excessive burrs may interfere with assembly or create wear. Prevention includes optimized clearance, sharp punches, suitable material, and regular die maintenance.
Cracks can occur during bending or forming when material elongation is insufficient, bend radius is too small, or forming stress is excessive. Prevention includes material verification, improved bend design, correct grain direction, lubrication, and gradual forming over multiple stations.
Springback occurs when formed metal partially returns toward its original shape after bending. It is affected by material strength, thickness, bend radius, and forming method. Engineers compensate for springback through die angle design, restriking, calibration, and process adjustment.
Warpage may result from unbalanced cutting, residual stress, or uneven forming. Prevention includes balanced strip layout, controlled forming sequence, leveling stations, and proper part support during stamping.
Scratches and surface marks can result from poor lubrication, rough die surfaces, material contamination, or improper handling. Prevention includes clean material storage, suitable lubricant, polished die surfaces, and controlled part collection.
Misfeeds are serious because they can damage the die and produce defective parts. Sensors, pilots, feed control, strip straightening, and operator monitoring help prevent misfeeds. Automation systems further improve feeding reliability.
By systematically preventing these defects, a manufacturer can deliver small automotive parts with stable quality and reduced customer risk.
Why Manufacturing Experience Matters
Experience is especially important in progressive die stamping because many production challenges are practical rather than purely theoretical. Computer-aided design and simulation are valuable tools, but real stamping behavior depends on material variation, press condition, lubrication, die rigidity, strip feeding, and operator judgment. Experienced engineers and technicians can identify the root cause of problems faster and apply effective solutions.
A manufacturer with long-term mold industry experience understands how to balance accuracy, cost, durability, and production speed. For example, a feature may be possible to form in one station, but dividing it into two stations may improve stability. A tight tolerance may be achievable, but it may require additional calibration or inspection. A material-saving strip layout may look attractive but may weaken the carrier and reduce feeding reliability. These decisions require practical knowledge.
Experienced debugging personnel are also valuable during die trial. They can interpret defects, adjust tool components, optimize press parameters, and improve part release. Their work can shorten development cycles and reduce trial costs. For automotive customers, faster and more reliable tool validation supports project timelines.
Manufacturing experience also improves communication. Customers may provide a drawing and performance requirement but may not know the best stamping solution. A capable supplier can translate functional needs into manufacturable designs and stable processes. This creates a more collaborative and efficient development experience.
Selection Criteria for Buyers
When selecting small automotive progressive die stamping parts, buyers should evaluate several factors beyond price. The first factor is die design capability. A reliable supplier should understand progressive die structure, forming sequence, tolerance control, material behavior, and maintenance requirements.
The second factor is equipment capability. Precision wire cutting, CNC machining, grinding equipment, and suitable punch presses are necessary for accurate die manufacturing and stable stamping production. A press range from smaller tonnage to higher tonnage provides flexibility for different products.
The third factor is quality management. Buyers should confirm whether the supplier performs material verification, dimensional inspection, process control, die maintenance, and batch traceability. Automotive parts require consistent documentation and disciplined quality practices.
The fourth factor is technical staff. Skilled engineers, operators, toolmakers, and inspectors are essential for long-term production success. A strong technical team can respond to problems and support continuous improvement.
The fifth factor is automation capability. Suppliers with automation experience can improve production efficiency and consistency, especially for high-volume projects. Integrated stamping and automation solutions may reduce total project cost.
The sixth factor is industry experience. Experience in automotive, new energy vehicles, servo drives, compressors, or other precision industries indicates the ability to meet demanding requirements. Buyers should look for suppliers with proven capability in similar applications.
Q&A Section
What are small automotive progressive die stamping parts?
They are precision sheet metal components produced by progressive die stamping for compact automotive mechanisms. They may be used in door locks, window regulators, seat adjusters, brackets, clips, retainers, guide parts, and other auxiliary assemblies.
Why is progressive die stamping suitable for these parts?
Progressive die stamping is suitable because it completes multiple operations in a continuous process, including piercing, bending, forming, trimming, and part separation. This creates high production efficiency, consistent dimensions, and lower unit cost for mass production.
What materials can be used?
Common materials include cold-rolled steel, aluminum alloy, and copper alloy. Cold-rolled steel offers strength and cost efficiency, aluminum alloy supports lightweight and corrosion-resistant design, and copper alloy provides conductivity and special mechanical properties.
Which automotive systems use these components?
These components are commonly used in automotive door locks, window regulators, seat adjusters, latch mechanisms, compact brackets, small transmission modules, electrical supports, and other precision auxiliary systems.
How is dimensional accuracy controlled?
Accuracy is controlled through professional die design, precision machining, stable press operation, pilot positioning, controlled feeding, suitable material, regular die maintenance, and dimensional inspection during production.
What makes these parts advantageous over machined parts?
For high-volume thin sheet components, progressive stamped parts are usually faster and more cost-effective than machined parts. They also reduce material waste and support consistent mass production after tooling validation.
How does the manufacturer ensure quality?
Quality is ensured through material verification, die inspection, in-process checks, dimensional measurement, material performance testing, final batch inspection, maintenance planning, and experienced technical supervision.
Can the parts be customized?
Yes. The parts can be customized according to customer drawings, samples, material requirements, tolerance needs, assembly conditions, surface treatment requirements, and production volume.
Why is die design important?
Die design determines the forming sequence, strip layout, tolerance control, burr direction, springback compensation, material utilization, and production stability. A well-designed die is the foundation of high-quality stamped parts.
What are the benefits of integrated die and automation capability?
Integrated capability allows the supplier to consider tooling, stamping, feeding, inspection, and production efficiency together. This can reduce project risk, improve output stability, lower labor dependence, and support turnkey manufacturing solutions.
Conclusion
Small automotive parts progressive die stamping parts play a vital role in modern vehicle mechanisms. They may be compact, but their quality affects assembly accuracy, movement stability, durability, noise performance, and customer satisfaction. Progressive die stamping is an ideal production method for these components because it combines high efficiency, dimensional repeatability, complex forming capability, and cost-effective mass production.
The advantages of these parts come from more than the stamping process alone. They depend on suitable material selection, professional die design, precision die manufacturing, experienced debugging, stable press production, strict quality control, and continuous maintenance. Cold-rolled steel, aluminum alloy, and copper alloy provide flexible options for different mechanical and environmental requirements. Applications in door locks, window regulators, seat adjusters, and other auxiliary systems demonstrate the importance of reliable small stamped components in the automotive industry.
Advanced manufacturing strength further increases product value. With precision machining equipment, multiple punch presses from 80 tons to 400 tons, skilled technical personnel, long mold industry experience, and stamping automation capability, Suzhou Shuangqisi Mold Equipment Co., Ltd. can support customers from design review to die manufacturing, sample validation, batch production, and turnkey automation solutions. This integrated approach helps customers reduce risk, improve quality stability, control cost, and meet demanding automotive production schedules.
For automotive component manufacturers seeking dependable small stamped parts, the most important decision is to select a supplier that understands both precision tooling and mass production. A technically capable partner can transform product requirements into stable manufacturing results. In a competitive automotive market where quality, efficiency, and reliability are essential, small automotive progressive die stamping parts provide a strong solution for high-performance mechanical assemblies.
References
1. Altan, T., and Tekkaya, A. E. Sheet Metal Forming: Processes and Applications. ASM International.
2. Kalpakjian, S., and Schmid, S. R. Manufacturing Engineering and Technology. Pearson.
3. Lange, K. Handbook of Metal Forming. Society of Manufacturing Engineers.
4. Suchy, I. Handbook of Die Design. McGraw-Hill Education.
5. ASM International. ASM Handbook, Volume 14B: Metalworking: Sheet Forming.
6. Society of Automotive Engineers. Automotive Sheet Metal Stamping and Forming Technical Publications.
Product: Small automotive parts progressive die stamping parts
Previous Post
High-Precision Gas Tank End Stamping Parts for Durable Fuel Tank Assemblies
Next Post
Precision Battery Cover Stamping Parts for Safer and More Reliable Battery Enclosures
Our Products.

Start Your Business with an OEM Manufacturer Right Here!
Provide global customers with complete turn-key solutions
through
innovation!
QUICK LINKS
CONTACT INFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Copyright © Suzhou Shuangqisi Mold Equipment Co., Ltd. All Rights Reserved. Custom Stamping Die Metal Stamping Die Manufacturers
