 English
English Español
Español Deutsch
Deutsch
-
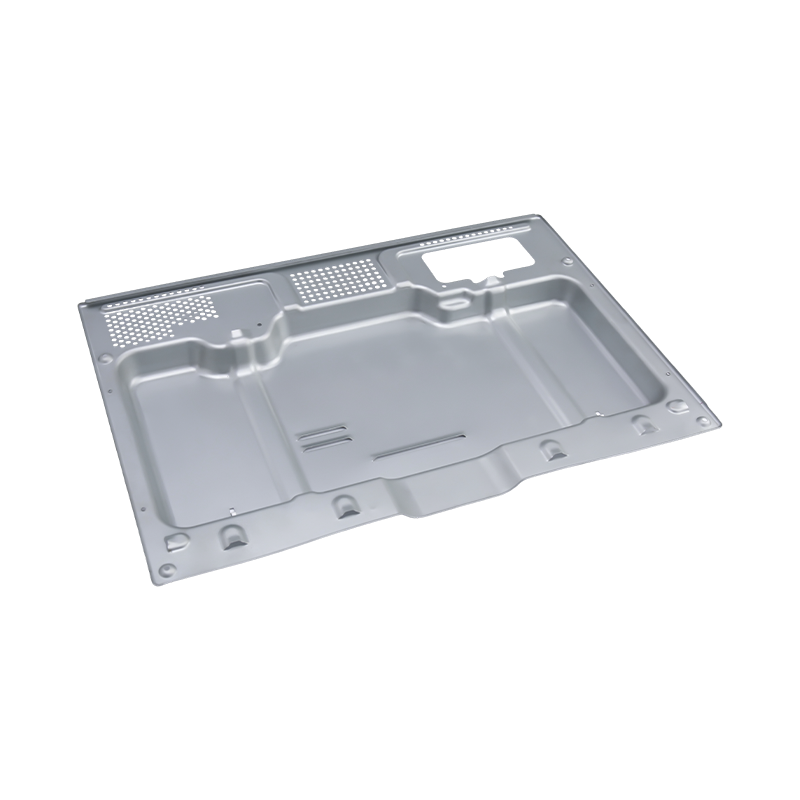
High-end oven stamping parts
Our High-end oven stamping parts are precision-man...
-
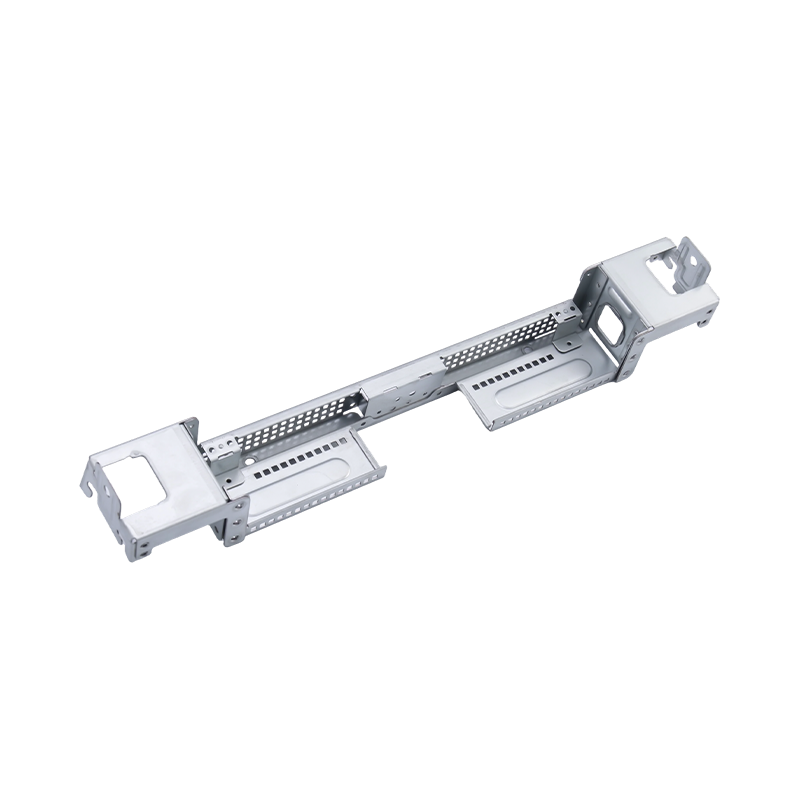
High-end large computer stamping parts
Our High-end large computer stamping parts are pre...
-
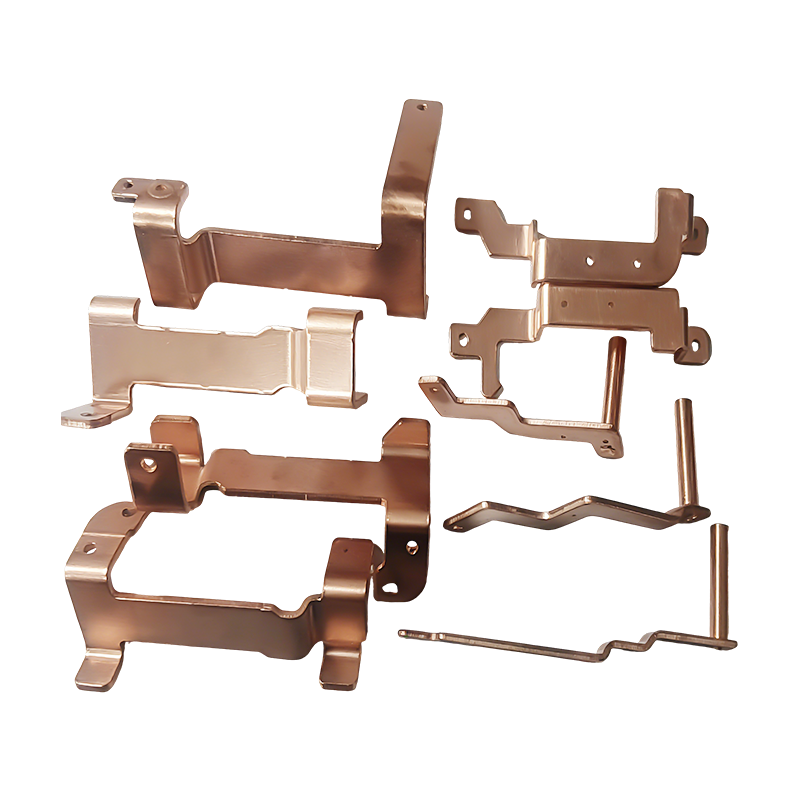
New energy vehicle copper busbar stamping parts
New energy vehicle copper busbar stamping parts ar...
-
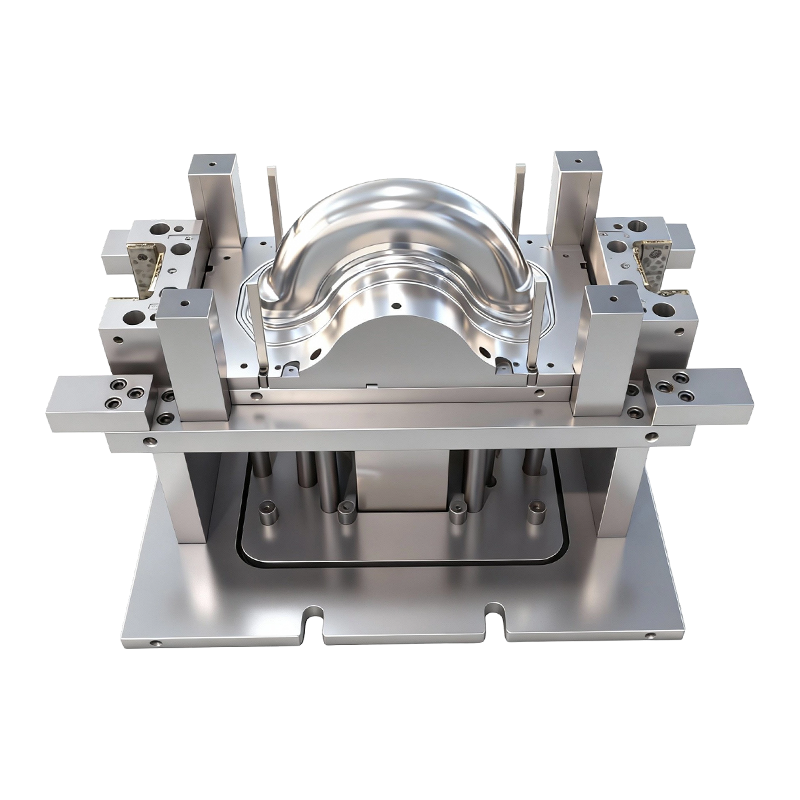
Deep drawing mold for front and rear wheels of two-wheeled electric vehicles
This Deep drawing mold for front and rear wheels o...
-
Progressive molds for automotive parts
This Continuous mold for automotive motor housing ...
- E-mail us: [email protected]
- Call us: +86-139 1308 8972
Zhou Mengjie – Technical Sales Specialist
Home / Author / Zhou Mengjie – Technical Sales Specialist / New Energy Vehicle Copper Busbar Stamping Parts for High-Voltage EV Power Distribution
New Energy Vehicle Copper Busbar Stamping Parts for High-Voltage EV Power Distribution
2026-05-29
New energy vehicle copper busbar stamping parts are precision-engineered conductive components designed for the demanding electrical architecture of electric vehicles, hybrid vehicles, battery systems, and advanced power electronics. As the automotive industry moves rapidly toward electrification, the need for compact, reliable, low-resistance, and high-current transmission solutions has become increasingly important. Copper busbars produced through precision stamping provide a practical and high-performance alternative to conventional wiring harnesses, especially in applications where current carrying capacity, thermal performance, dimensional consistency, assembly efficiency, and long-term safety are critical.
These stamped copper busbar parts are widely used in battery packs, drive motor systems, battery management systems, DC/DC converters, inverters, power distribution units, charging modules, and other high-voltage electrical assemblies. They are typically manufactured from high-purity copper materials such as C11000, C10100, or T2 copper, with copper content of 99.9% or higher. Through carefully controlled stamping, forming, deburring, cleaning, and surface treatment processes, they can achieve precise dimensions, stable conductivity, and reliable mechanical performance under harsh automotive operating conditions.
Compared with traditional cable-based connections, stamped copper busbars offer lower electrical resistance, better thermal conductivity, improved space utilization, easier automated assembly, and more stable product consistency. Compared with many competitor products that rely on less controlled forming processes or insufficient die precision, high-quality stamped busbars manufactured with advanced dies and strict quality control can provide tighter tolerances, cleaner edges, more uniform plating, and greater reliability in high-vibration and high-temperature environments.
Suzhou Shuangqisi Mold Equipment Co., Ltd. provides strong manufacturing support for these components through its integrated capabilities in stamping die design, precision mold manufacturing, stamping production, and stamping automation. With years of experience in metal stamping dies, automotive stamping parts, and automation equipment, the company is able to deliver copper busbar stamping solutions that balance product performance, cost control, quality stability, and scalable production efficiency.
New energy vehicle copper busbar stamping parts
Content
- 1 1. Product Overview: What Are New Energy Vehicle Copper Busbar Stamping Parts?
- 2 2. Why Copper Busbars Are Essential in Electric Vehicles
- 3 3. Material Advantages: High-Purity Copper for Conductive Reliability
- 4 4. Precision Stamping Process and Dimensional Accuracy
- 5 5. Surface Treatment: Tin, Nickel, and Silver Plating
- 6 6. Mechanical Reliability Under Automotive Conditions
- 7 7. Advantages Over Traditional Wiring Harnesses
- 8 8. Competitive Advantages of Precision-Stamped Copper Busbars
- 9 9. Manufacturing Strengths Behind Product Quality
- 10 10. Process Flow for Copper Busbar Stamping Parts
- 11 11. Quality Standards and Compliance
- 12 12. Design Considerations for High-Performance Busbars
- 13 13. Applications in New Energy Vehicles
- 14 14. Turnkey Support from Die Design to Automation
- 15 15. Cost Control Without Compromising Quality
- 16 16. Comparison with Common Competitor Weaknesses
- 17 17. Practical Selection Guide for Buyers
- 18 18. Q&A: Common Questions About New Energy Vehicle Copper Busbar Stamping Parts
- 18.1 Q1: Why are copper busbars preferred over traditional cables in electric vehicles?
- 18.2 Q2: What copper materials are commonly used for these stamping parts?
- 18.3 Q3: What dimensional accuracy can be achieved?
- 18.4 Q4: Which surface treatments are available?
- 18.5 Q5: What current range can these busbars support?
- 18.6 Q6: How does precision stamping improve product quality?
- 18.7 Q7: Why is burr control important?
- 18.8 Q8: What makes Suzhou Shuangqisi Mold Equipment Co., Ltd. suitable for copper busbar production?
- 18.9 Q9: Can the company support customized busbar designs?
- 18.10 Q10: What standards are relevant for these products?
- 19 19. Conclusion
- 20 References
- 21 Product: New energy vehicle copper busbar stamping parts
1. Product Overview: What Are New Energy Vehicle Copper Busbar Stamping Parts?
New energy vehicle copper busbar stamping parts are flat or formed conductive metal components used to transfer electrical power between different modules inside an electric vehicle. Their primary function is to provide a low-resistance path for high current. Unlike flexible cables, busbars are typically rigid or semi-rigid metal conductors with defined shapes, holes, bends, embossments, contact zones, and sometimes welded, riveted, or insulated features. Their geometry is designed according to the electrical layout and available installation space of the vehicle system.
In electric vehicles, electrical power must travel safely and efficiently between the battery pack, inverter, drive motor, charging system, DC/DC converter, and various control modules. As vehicle voltage platforms increase from traditional 400V systems toward 800V and above, current transmission components must meet stricter standards for conductivity, insulation coordination, heat dissipation, vibration resistance, and dimensional accuracy. Copper busbars meet these requirements because copper has excellent electrical and thermal conductivity, strong mechanical workability, and proven reliability in automotive electrical applications.
The product described here is manufactured from high-purity copper such as C11000, C10100, or T2 copper, with a copper content of at least 99.9%. The conductivity can reach up to approximately 59.6 MS/m, depending on the material grade and process condition. Its thermal conductivity can reach approximately 385 W/m·K, helping to dissipate heat generated by high-current operation. Surface treatments such as tin plating, nickel plating, or silver plating, typically in the range of 3–5 μm, are applied to enhance corrosion resistance, improve contact stability, and reduce contact resistance.
Precision stamping enables the copper busbar to be produced in large quantities with stable dimensions. Typical dimensional accuracy can be controlled within approximately ±0.05–0.2 mm, depending on the part structure, material thickness, die accuracy, and production requirements. This precision is essential because busbars are often installed in compact battery pack or power electronics assemblies where hole alignment, contact flatness, bending angle, and edge quality directly affect assembly quality and electrical performance.
2. Why Copper Busbars Are Essential in Electric Vehicles
Electric vehicles depend on efficient electrical power transmission. Every unnecessary milliohm of resistance can contribute to energy loss, heat generation, voltage drop, and reduced system efficiency. In high-current systems, even small differences in resistance may become significant. Copper busbars are therefore an important solution for reducing electrical loss and improving system reliability.
One of the most important advantages of copper busbars is their ability to carry current efficiently across short and medium distances inside a vehicle system. Depending on design, material thickness, cross-sectional area, surface treatment, temperature rise requirement, and installation condition, stamped copper busbars can support a wide range of current carrying needs, from approximately 30A to 2000A. This makes them suitable for low-voltage auxiliary circuits as well as high-current battery and motor power circuits.
Another important factor is heat management. In electric vehicles, thermal control is directly related to safety, battery life, and component durability. Copper’s high thermal conductivity allows heat to spread more evenly through the conductor, reducing localized hot spots. When busbars are designed with proper cross-sectional area and contact surfaces, they can help maintain stable operating temperatures even under demanding load conditions.
Space utilization is also a major advantage. Traditional wiring harnesses require bending space, cable routing channels, clamps, terminals, and insulation management. In contrast, stamped busbars can be shaped precisely to fit available spaces in battery modules, junction boxes, inverters, or power distribution units. This supports more compact design, lighter assembly structures, and more efficient manufacturing layouts.
Assembly efficiency is another reason busbars are widely adopted. A stamped busbar can integrate multiple connection points, mounting holes, positioning features, and contact interfaces into a single part. This reduces the number of separate wires, terminals, and fasteners. It also simplifies automated assembly and improves repeatability. In mass production, fewer components and more predictable assembly behavior can significantly reduce production time and quality risk.
3. Material Advantages: High-Purity Copper for Conductive Reliability
The performance of a busbar begins with material selection. High-purity copper is preferred because electrical conductivity is strongly affected by impurities, grain structure, surface condition, and processing history. Materials such as C11000, C10100, and T2 copper are commonly used for electrical conductors because they provide an excellent balance between conductivity, formability, mechanical strength, and manufacturability.
C11000 electrolytic tough pitch copper is widely used in electrical components due to its high conductivity and general availability. C10100 oxygen-free electronic copper can provide even higher purity and stable electrical performance in applications where strict conductivity and low impurity levels are required. T2 copper is also commonly applied in conductive components and can be suitable for stamped parts requiring good formability and cost efficiency.
For new energy vehicle busbars, the copper content is typically 99.9% or higher. This high purity helps minimize electrical resistance and improves current transmission efficiency. In power distribution applications, lower resistance means lower heat generation and reduced energy loss. This contributes to improved vehicle efficiency, longer component life, and better safety margins under high-load operation.
The material must also withstand stamping and forming processes. Copper is relatively soft compared with steel, but it can still develop burrs, deformation, stress marks, or cracks if the die design, clearance, forming sequence, or lubrication is not controlled properly. A strong manufacturer must therefore understand both the electrical requirements of copper and the mechanical behavior of copper during stamping. The goal is to produce a part that meets electrical performance requirements while maintaining clean geometry, stable contact areas, and accurate installation features.
Suzhou Shuangqisi Mold Equipment Co., Ltd. has experience in stamping die design and manufacturing, which is especially important for copper busbar production. The die must account for springback, copper softness, edge quality, hole accuracy, forming radius, and material flow. By optimizing the die structure and process parameters, the company can help achieve consistent production quality and reduce defects such as excessive burrs, dimensional drift, contact surface damage, and deformation during forming.
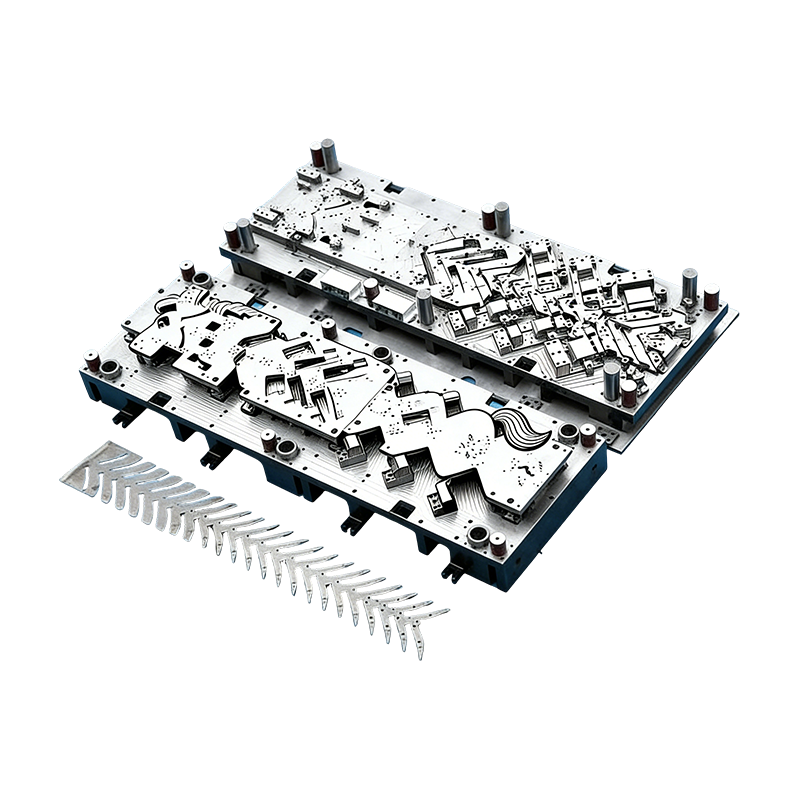
4. Precision Stamping Process and Dimensional Accuracy
Precision stamping is a manufacturing process that uses dies and presses to cut, punch, bend, emboss, coin, and form metal sheets or strips into designed shapes. For copper busbar parts, stamping is particularly valuable because it can produce complex geometries with high repeatability and efficient production speed. The process can be designed as single-step stamping, progressive die stamping, compound die stamping, or transfer stamping depending on part complexity, production volume, and cost requirements.
The dimensional accuracy of new energy vehicle copper busbar stamping parts generally ranges from ±0.05 mm to ±0.2 mm. Achieving this level of accuracy requires more than a press machine. It depends on accurate die design, precision machining, stable material feeding, proper tooling clearance, controlled forming sequence, reliable positioning, and continuous quality inspection. The company’s equipment base, including imported wire cutting machines, CNC machining centers, grinding machines, and multiple punch presses from 80T to 400T, supports the manufacturing of dies and stamped parts with stable precision.
Wire cutting is important for producing highly accurate die inserts, punches, and cutting profiles. CNC machining centers are used to process die bases, cavities, fixtures, and precision structural components. Grinding machines help achieve flatness, parallelism, and fine surface quality in tooling components. These manufacturing steps directly influence the quality of the stamped busbar. If the die is inaccurate, the part will be inaccurate. If the cutting edge is unstable, the burr level and hole quality will deteriorate. If the forming insert is poorly processed, the bend angle and contact surface quality may vary.
During stamping production, press tonnage must match part material thickness, cutting length, forming complexity, and production stability requirements. Copper busbars can require significant forming force, especially for thicker materials or parts with multiple bends and holes. With punch presses ranging from 80T to 400T, the company has the flexibility to support different product sizes and production needs. This range allows it to produce small conductive terminals as well as larger busbar structures for high-current applications.
Precision stamping also supports excellent repeatability. Once a die is validated, thousands or millions of parts can be produced with consistent shape and function. This is a major advantage over manual fabrication or low-precision machining methods. In automotive supply chains, repeatability is essential because every component must fit into a defined assembly process and comply with quality standards. Stable stamping production reduces rework, assembly interruption, and field reliability risk.
5. Surface Treatment: Tin, Nickel, and Silver Plating
Surface treatment plays a major role in the long-term performance of copper busbar stamping parts. Copper is an excellent conductor, but its exposed surface can oxidize over time. Oxidation, contamination, and corrosion can increase contact resistance and reduce connection reliability. For this reason, plating is commonly applied to the contact surfaces or the full part surface.
Tin plating is widely used because it provides good solderability, corrosion protection, and cost-effectiveness. It is suitable for many automotive electrical applications where stable contact resistance and environmental protection are required. Tin-plated busbars are often used in battery modules, terminals, and power distribution assemblies.
Nickel plating offers stronger corrosion resistance, wear resistance, and high-temperature stability. It can act as a barrier layer and is often applied where the environment is more demanding or where higher contact durability is required. Nickel is also useful when the busbar may be exposed to elevated temperatures or more aggressive operating conditions.
Silver plating provides excellent electrical contact performance and low contact resistance. It is often used in high-performance or high-current connections where minimizing resistance is especially important. Although silver plating can be more expensive than tin or nickel, it provides outstanding conductivity and can be valuable in critical EV power transmission areas.
The plating thickness for these busbar stamping parts is typically around 3–5 μm, depending on customer specifications and application needs. Uniform plating thickness is important because uneven plating may lead to inconsistent electrical contact, premature wear, corrosion points, or assembly issues. A quality-focused manufacturing process must control cleaning, activation, plating parameters, thickness measurement, and post-plating inspection.
Surface treatment must also preserve dimensional and contact accuracy. Plating adds a thin layer to the part surface, so critical dimensions and fit-up requirements must be considered during design. For precision stamped busbars, the coordination between stamping tolerances and plating thickness is essential. A capable manufacturer evaluates the complete process chain rather than treating stamping and plating as isolated operations.
6. Mechanical Reliability Under Automotive Conditions
Electric vehicles operate in demanding environments. Components must withstand vibration, thermal cycling, humidity, mechanical shock, and long-term electrical loading. Copper busbar stamping parts are designed to provide stable performance across a temperature range from approximately -40°C to 125°C. This range reflects common automotive environmental requirements and ensures that the busbar can function in cold starts, high-temperature battery compartments, and power electronics zones.
Vibration resistance is particularly important. Vehicles experience continuous vibration from road conditions, motor operation, and structural movement. If an electrical conductor has poor mechanical stability, it can loosen, fatigue, crack, or generate unstable contact resistance. Stamped busbars reduce these risks because they are rigidly shaped and can be mounted with precise holes, tabs, or locating structures. Proper material thickness, bend radius, mounting design, and stress relief features help increase durability.
Thermal expansion must also be considered. Copper expands and contracts with temperature changes. In compact assemblies, this movement can create mechanical stress at connection points. A well-designed stamped busbar can include bends, slots, flexible sections, or controlled geometry to absorb thermal expansion without damaging the connection. Precision stamping makes it possible to manufacture these features consistently.
Contact flatness and surface quality are also essential for mechanical reliability. A busbar contact area must sit properly against terminals, battery posts, module plates, or electrical interfaces. Poor flatness can create uneven current distribution, localized heating, or increased contact resistance. Advanced die manufacturing and controlled stamping processes help maintain the required contact flatness and geometry.
Another important factor is burr control. Burrs on stamped copper parts can interfere with assembly, damage insulation, create particles, or cause electrical safety risks. For high-voltage EV systems, edge quality is not just a cosmetic matter; it is related to insulation distance, safety, and reliability. A manufacturer with strong die design and grinding capabilities can reduce burr formation through proper tooling clearance, edge maintenance, and process control.
7. Advantages Over Traditional Wiring Harnesses
Traditional wiring harnesses have served automotive electrical systems for decades, but high-voltage electric vehicles create new demands that conventional cable solutions cannot always meet efficiently. Copper busbar stamping parts provide several advantages that make them especially suitable for new energy vehicle applications.
First, busbars offer lower resistance for a given current path when properly designed. A flat copper conductor with adequate cross-sectional area can transmit high current with reduced power loss. Lower resistance also means less heat generation, which can help improve the overall thermal stability of the vehicle electrical system.
Second, busbars improve packaging efficiency. Cables require bending radius and routing space, while stamped busbars can be designed to follow compact paths with precise shapes. This is especially valuable in battery packs, where space is limited and every millimeter affects energy density, cooling structure, and mechanical protection.
Third, busbars reduce component complexity. A single stamped part can replace multiple wires, terminals, connectors, and routing accessories. Fewer parts can mean fewer assembly errors, lower labor cost, reduced inventory complexity, and improved production consistency.
Fourth, busbars are easier to integrate with automation. Their fixed geometry allows robotic handling, automated placement, visual inspection, and controlled fastening. This supports higher production efficiency in battery pack and power electronics manufacturing lines.
Fifth, stamped busbars provide better heat spreading. Cable conductors are usually surrounded by insulation and arranged in bundled structures, which can limit heat dissipation. Busbars can expose more surface area and contact thermal paths, making it easier to manage heat in high-current systems.
Sixth, busbars can improve system reliability. Because they are rigid and precisely positioned, they are less prone to routing variation, accidental bending, and inconsistent assembly tension. In automotive production, reducing variation is one of the most effective ways to improve quality.
8. Competitive Advantages of Precision-Stamped Copper Busbars
In the market for new energy vehicle conductive components, not all busbar products offer the same level of quality. Some suppliers may focus only on basic cutting and forming, while others may lack advanced die design, precise machining, or automotive-level process control. High-quality copper busbar stamping parts produced with advanced manufacturing methods can provide clear advantages over competitor products.
One key advantage is dimensional consistency. In EV battery and power electronics assemblies, hole position, bend angle, edge profile, and contact flatness must remain stable across batches. Precision die manufacturing enables consistent part geometry, reducing assembly mismatch and improving production line efficiency.
Another advantage is electrical stability. Proper material selection, controlled stamping, smooth contact surfaces, and suitable plating help reduce contact resistance and maintain stable current flow. Competitor products with rough surfaces, excessive burrs, or unstable plating may show higher resistance or accelerated degradation over time.
A further advantage is stronger process integration. Suzhou Shuangqisi Mold Equipment Co., Ltd. is not limited to simple stamping production. The company integrates stamping die design, die manufacturing, stamping production, and stamping automation capabilities. This integrated structure allows faster problem-solving, better cost control, and more efficient product development. When a part requires design adjustment, die modification, or automation improvement, the company can respond within its own technical system rather than relying entirely on external suppliers.
Quality and cost balance is also a significant advantage. EV manufacturers and Tier suppliers require stable quality, but they must also control cost as production volumes increase. A manufacturer with in-house die capabilities, multiple press options, experienced technicians, and automation resources can optimize the entire production chain. This can reduce waste, improve material utilization, shorten development cycles, and deliver competitive pricing without sacrificing reliability.
The company’s experience in serving customers in areas such as servo drives, compressors, and new energy vehicles also supports its understanding of precision electrical and mechanical components. These industries require consistent dimensional quality, reliable performance, and practical engineering communication. This background strengthens the company’s ability to support custom busbar projects from prototype to mass production.
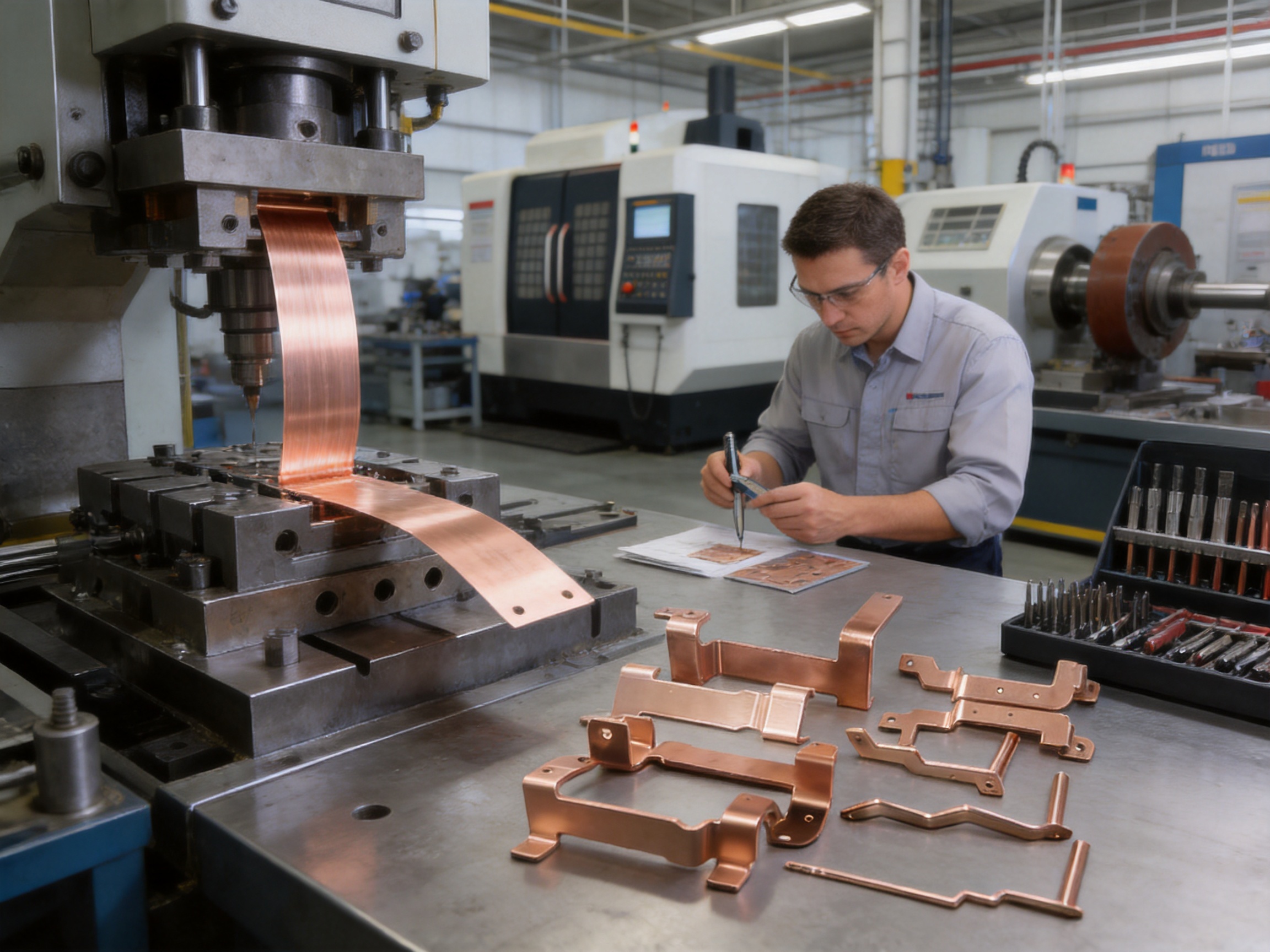
9. Manufacturing Strengths Behind Product Quality
The quality of a stamped copper busbar is closely linked to the manufacturer’s equipment, personnel, process discipline, and engineering experience. Suzhou Shuangqisi Mold Equipment Co., Ltd., located in Suzhou, China, is a professional manufacturer of stamping dies and hardware parts integrating design, manufacturing, and service. The company has approximately 60 technical staff and a manufacturing system built around precision tooling and stamping production.
The company is equipped with imported wire cutting machines, CNC machining centers, more than 10 grinding machines of various sizes, 25 punch presses ranging from 80T to 400T, and other advanced precision machine tools. This equipment foundation allows it to process die components accurately and produce stamped parts with stable quality. For copper busbars, these capabilities are especially important because tooling precision directly affects product dimensions, edge condition, and forming reliability.
Experienced operators and debugging personnel are another important strength. In stamping production, even a well-designed die requires careful setup, trial production, adjustment, maintenance, and monitoring. Skilled technicians can identify issues such as material feeding deviation, burr growth, springback variation, part deformation, and abnormal press behavior. Their experience helps stabilize production and reduce defective output.
The company has approximately 15 years of experience in the mold industry and focuses on creating value for customers through reliable technical support and high-quality development. This long-term experience is relevant for new energy vehicle busbar products because EV components often require customized structures, short development cycles, and strict quality expectations. A supplier with deep tooling knowledge can help customers improve part manufacturability and avoid unnecessary production risks.
In 2016, the company invested in and established Suzhou Keshuang Intelligent Technology Co., Ltd., mainly producing stamping automation equipment. This development strengthened the ability to provide turnkey solutions for stamping dies and stamping automation. For copper busbar production, automation can improve feeding accuracy, handling consistency, inspection efficiency, and production capacity. It can also reduce manual variation and support automotive mass production requirements.
10. Process Flow for Copper Busbar Stamping Parts
A reliable copper busbar stamping project typically follows a structured process flow from customer requirement analysis to mass production. Each stage affects the final product’s performance, cost, and production stability.
The first stage is technical evaluation. Engineers review drawings, 3D models, electrical requirements, current carrying capacity, material grade, thickness, tolerance, plating requirements, assembly environment, and expected production volume. This stage identifies potential risks such as tight bend radii, difficult hole positions, contact flatness requirements, or plating limitations.
The second stage is design for manufacturability analysis. The manufacturer evaluates whether the busbar geometry can be stamped efficiently and consistently. If necessary, suggestions may be made to adjust bend reliefs, hole distances, edge radii, material thickness, or tolerance zones. Good design communication can reduce tool cost and improve mass production stability.
The third stage is die design. Engineers define the stamping process sequence, including blanking, punching, bending, forming, coining, trimming, and part separation. Progressive dies may be used for high-volume production, while single-operation or compound dies may be selected for lower volume or special structures. Die clearance, pilot positioning, material strip layout, and forming compensation are determined at this stage.
The fourth stage is die manufacturing. Using wire cutting, CNC machining, grinding, and assembly processes, tooling components are produced and fitted. Precision die manufacturing is essential because copper busbar parts often require accurate hole locations, clean edges, and controlled forming angles.
The fifth stage is trial stamping and debugging. The die is installed on a suitable press, and sample parts are produced. Engineers measure dimensions, check burrs, inspect surface quality, verify forming accuracy, and evaluate part flatness. Adjustments are made until the part meets specifications.
The sixth stage is surface treatment. Depending on customer requirements, the parts may receive tin, nickel, or silver plating. Cleaning, plating thickness control, adhesion testing, and surface inspection are performed to ensure stable finish quality.
The seventh stage is final inspection and packaging. Dimensional inspection, visual inspection, plating inspection, contact surface review, and packaging protection are carried out before shipment. For automotive components, traceability and process records may also be maintained according to quality system requirements.
| Process Stage | Main Purpose | Key Quality Focus |
|---|---|---|
| Requirement Review | Understand electrical, mechanical, and assembly needs | Current rating, material grade, tolerance, plating specification |
| Manufacturability Analysis | Optimize the design for stamping and assembly | Bend radius, hole position, flatness, material utilization |
| Die Design | Create the tooling process and stamping sequence | Clearance, strip layout, forming compensation, pilot accuracy |
| Die Manufacturing | Produce precision tooling components | Machining precision, grinding accuracy, insert fit, cutting edge quality |
| Trial Stamping | Validate the die and part performance | Dimensional accuracy, burr control, bend angle, contact surface quality |
| Surface Treatment | Improve corrosion resistance and contact performance | Plating thickness, adhesion, uniformity, surface cleanliness |
| Mass Production | Deliver stable high-volume output | Process repeatability, inspection control, packaging protection |
11. Quality Standards and Compliance
New energy vehicle components must satisfy strict quality and environmental requirements. Copper busbar stamping parts are commonly expected to comply with automotive quality management principles and standards such as IATF 16949, RoHS, and ISO-related requirements. These standards help ensure that products are manufactured with controlled processes, traceable materials, environmental responsibility, and consistent quality management.
IATF 16949 is particularly important in the automotive industry because it emphasizes defect prevention, variation reduction, risk management, and continuous improvement. For a busbar product, this can involve process control plans, inspection standards, production records, material traceability, corrective actions, and supplier management. Automotive customers often require stable documentation in addition to physical product quality.
RoHS compliance ensures that restricted hazardous substances are controlled in materials and surface treatments. This is important for global vehicle supply chains and environmental responsibility. Copper, plating materials, and any associated coatings or insulating elements must be managed according to relevant requirements.
ISO standards may cover quality management, environmental management, measurement methods, and product-specific requirements. In practical production, compliance is supported by inspection procedures, calibrated measurement equipment, trained personnel, documented processes, and continuous improvement systems.
Quality control for copper busbar stamping parts typically includes incoming material inspection, in-process dimensional inspection, first article inspection, burr inspection, surface condition inspection, plating thickness measurement, adhesion testing, conductivity-related evaluation, and final outgoing inspection. For high-current applications, contact surfaces and hole alignment may receive special attention because they directly influence electrical and assembly performance.
12. Design Considerations for High-Performance Busbars
A high-performance copper busbar is not only a piece of copper stamped into shape. Its design must balance electrical, thermal, mechanical, manufacturing, and cost factors. Early design optimization can significantly improve the final performance and production efficiency.
Electrical design begins with current carrying capacity. The cross-sectional area of the busbar must be sufficient for the expected current and allowable temperature rise. Designers consider copper thickness, width, length, surface area, installation environment, cooling condition, and duty cycle. In high-current systems, sharp transitions and narrow neck areas should be avoided because they can create local heating.
Thermal design requires attention to heat dissipation paths. A busbar may contact cooling plates, module structures, or heat-conductive surfaces. Wider surfaces can improve heat spreading, while suitable plating can help maintain stable contact quality. The design should avoid areas where heat accumulates without dissipation.
Mechanical design involves stiffness, vibration resistance, mounting reliability, and tolerance absorption. A busbar must be strong enough to remain stable but may also need flexible sections to absorb expansion or assembly variation. Bends, relief cuts, slots, and formed features can be used to manage mechanical stress.
Manufacturing design focuses on stamping feasibility. Hole spacing should allow proper die strength. Bend radii should match material thickness and copper formability. Tolerances should be tight where function requires precision and more practical where excessive accuracy is unnecessary. This balance helps reduce cost while maintaining performance.
Surface treatment design includes choosing the correct plating type and thickness. Tin may be suitable for many standard applications, nickel for higher corrosion and temperature resistance, and silver for superior contact conductivity. The selected plating should match the operating environment, mating material, contact pressure, and cost target.
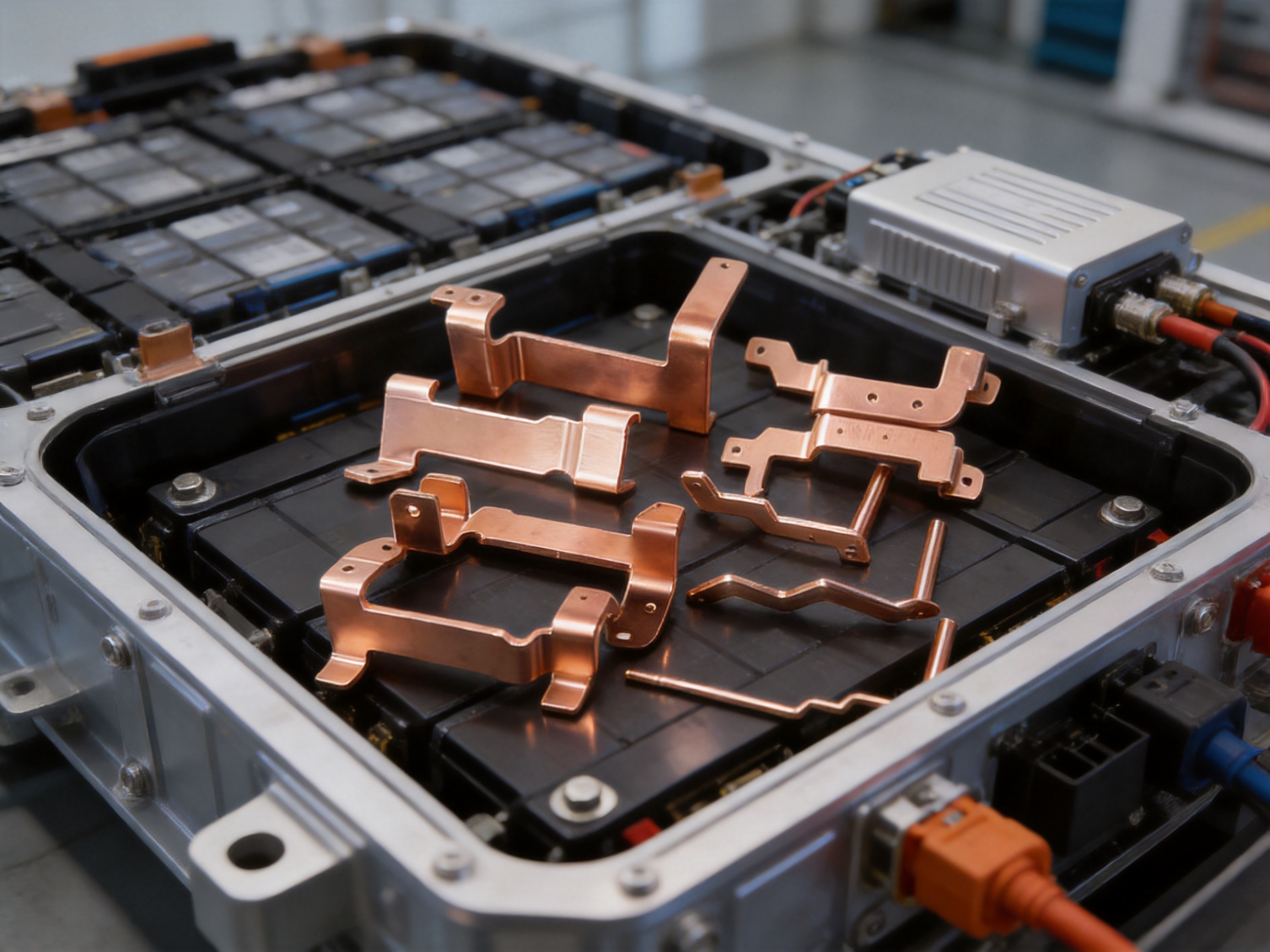
13. Applications in New Energy Vehicles
Copper busbar stamping parts are used in many areas of new energy vehicles. In battery packs, they connect cells, modules, and battery management circuits. These connections must provide stable conductivity while fitting into compact battery structures. Busbars in battery packs may require precise hole positions, insulation coordination, and resistance to thermal cycling.
In drive motor and inverter systems, copper busbars help transmit power between power semiconductor modules, capacitors, terminals, and motor outputs. These applications may involve high current, high switching frequency, and strict thermal requirements. Busbar geometry can influence electromagnetic performance, heat distribution, and assembly efficiency.
In DC/DC converters, busbars connect power conversion components and support efficient energy transfer between high-voltage and low-voltage systems. Stable conductivity and compact layout are important because converters are often installed in limited spaces.
In power distribution units, busbars distribute current among multiple circuits. They may include multiple connection points, mounting holes, fuse interfaces, relay contacts, or sensor integration areas. Precision stamping allows these features to be produced consistently.
In charging modules and onboard chargers, copper busbars transmit charging current and connect power electronics. Contact resistance and heat generation must be carefully managed to support safe and efficient charging performance.
In battery management systems, smaller stamped copper conductors may support sensing, balancing, and connection functions. Although current may be lower than main power paths, dimensional accuracy and reliability remain important.
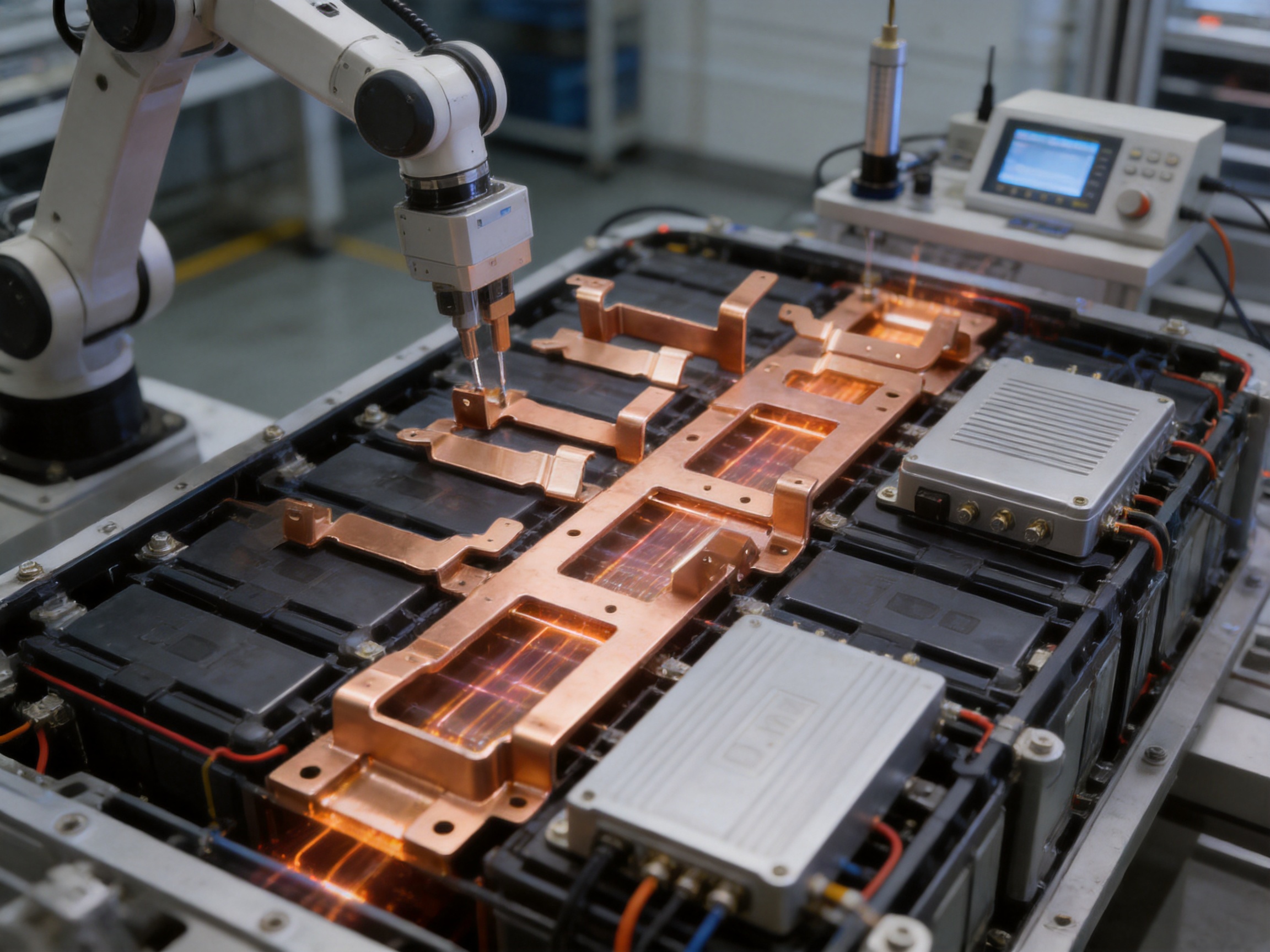
14. Turnkey Support from Die Design to Automation
One of the strongest advantages of Suzhou Shuangqisi Mold Equipment Co., Ltd. is its ability to support customers beyond basic part production. The company can provide integrated solutions covering stamping mold design, mold manufacturing, stamping production, and stamping automation. This turnkey capability is valuable for customers developing copper busbar components for new energy vehicles because it reduces communication complexity and improves project efficiency.
In many supply chains, customers must coordinate separately with product designers, mold makers, stamping suppliers, automation companies, and surface treatment providers. This can increase time, cost, and risk. When a supplier has integrated capabilities, it can evaluate the entire production chain and make more practical technical decisions. For example, a busbar design can be optimized not only for electrical function but also for die life, material utilization, automated feeding, inspection access, and packaging protection.
The company’s investment in stamping automation equipment production further strengthens its ability to serve mass production needs. Automation can include material feeding systems, part transfer mechanisms, robotic loading and unloading, automatic inspection, sorting, and packaging support. For high-volume EV components, automation improves production speed and reduces variation caused by manual handling.
Turnkey support also enables faster engineering response. If a part shows springback variation during trial stamping, die engineers and production technicians can work together to adjust tooling or process parameters. If an automated line requires improved part positioning, automation engineers can coordinate with die designers to add locating features or modify carrier layouts. This type of collaboration helps shorten development cycles and improve final production stability.
15. Cost Control Without Compromising Quality
Cost control is essential in new energy vehicle manufacturing. As EV production volumes increase, every component must deliver reliable performance at a competitive cost. Copper busbar stamping parts are no exception. Copper itself is a valuable material, so material utilization, scrap reduction, process efficiency, and die life have direct economic impact.
Precision strip layout can improve material utilization during stamping. A well-designed progressive die can minimize scrap while maintaining required part spacing and die strength. For high-volume production, even a small improvement in material utilization can produce meaningful cost savings.
Stable tooling reduces downtime and maintenance cost. High-quality die components, accurate grinding, proper heat treatment for tooling parts, and controlled press operation can extend die life. Although copper is softer than some metals, it can still create tooling wear and burr growth if the die is not designed and maintained correctly.
Automation can reduce labor cost and improve consistency. Automated feeding and handling reduce manual errors, part scratches, and production interruptions. Inspection automation can help identify defects earlier and prevent batch quality issues.
In-house engineering and mold manufacturing also reduce project cost by shortening communication cycles and enabling quick modifications. When a customer needs a design change, the company can evaluate tooling impact and implement practical adjustments more efficiently. This responsiveness is especially valuable during product development and early production stages.
The company’s commitment to strict cost and quality control makes it suitable for customers who need competitive products without sacrificing reliability. This balance is important because EV components must be cost-effective but cannot tolerate failures in the field.
16. Comparison with Common Competitor Weaknesses
Many copper busbar products may appear similar at first glance, but differences in manufacturing quality become clear during assembly, testing, and long-term use. Common weaknesses among less capable suppliers include unstable tolerances, excessive burrs, poor plating adhesion, inconsistent contact flatness, limited die design ability, slow engineering response, and insufficient quality documentation.
Unstable tolerances can cause assembly problems, especially in battery packs and power distribution units where multiple components must align precisely. If hole positions vary, assembly workers may need to force parts into place, increasing stress and reducing reliability. Precision stamping with well-made dies reduces this risk.
Excessive burrs can damage insulation or interfere with electrical clearance. In high-voltage applications, burr control is a safety issue. Advanced tooling, proper die clearance, and regular maintenance help produce cleaner edges.
Poor plating adhesion can lead to corrosion, increased resistance, and contact failure. Reliable surface treatment requires proper cleaning, process control, and inspection. A quality-focused manufacturer understands that plating is part of the functional design, not just a cosmetic finish.
Inconsistent flatness can create uneven contact pressure and localized heating. Precision forming and inspection help maintain stable contact areas. This is especially important for high-current interfaces where current density must be evenly distributed.
Limited die capability can result in higher cost and slower development. If a supplier lacks in-house die design and debugging strength, it may struggle to solve production issues quickly. Integrated mold and stamping expertise gives Suzhou Shuangqisi Mold Equipment Co., Ltd. an advantage in complex copper busbar projects.
17. Practical Selection Guide for Buyers
When selecting copper busbar stamping parts, buyers should evaluate both product specifications and supplier capabilities. The first consideration is material grade. High-purity copper should be selected according to the required conductivity, formability, cost, and operating environment.
The second consideration is current carrying capacity. Buyers should provide expected current, duty cycle, ambient temperature, allowable temperature rise, and installation conditions. This information helps determine copper thickness, width, and contact design.
The third consideration is dimensional tolerance. Critical dimensions such as hole position, bend angle, contact flatness, and overall length should be clearly defined. Overly tight tolerances in non-critical areas may increase cost, while insufficient tolerance control in functional areas may cause assembly problems.
The fourth consideration is surface treatment. Tin, nickel, and silver plating each have advantages. The choice should be based on contact resistance, corrosion resistance, temperature requirement, mating material, and budget.
The fifth consideration is production volume. Prototype, small batch, and high-volume production may require different tooling strategies. A supplier with flexible die design and multiple press capacities can support different stages of a project.
The sixth consideration is quality documentation. Automotive projects often require inspection reports, material certification, plating records, process control plans, and traceability. Buyers should confirm these requirements early.
The seventh consideration is supplier engineering capability. A strong supplier should be able to provide manufacturability feedback, tooling suggestions, process optimization, and responsive technical support. This capability can reduce development risk and improve final product quality.
18. Q&A: Common Questions About New Energy Vehicle Copper Busbar Stamping Parts
Q1: Why are copper busbars preferred over traditional cables in electric vehicles?
Copper busbars provide lower resistance, better heat dissipation, improved space utilization, and easier automated assembly compared with many traditional cable solutions. Their fixed geometry also improves consistency and reduces routing variation in vehicle production.
Q2: What copper materials are commonly used for these stamping parts?
Common materials include C11000, C10100, and T2 copper with copper content of 99.9% or higher. These materials offer excellent electrical conductivity, thermal conductivity, and formability for precision stamping applications.
Q3: What dimensional accuracy can be achieved?
Depending on part structure, material thickness, tooling design, and production conditions, dimensional accuracy can generally be controlled within approximately ±0.05–0.2 mm. Critical dimensions can be managed through precision die design and strict inspection.
Q4: Which surface treatments are available?
Common surface treatments include tin plating, nickel plating, and silver plating, typically with a thickness of about 3–5 μm. Tin offers cost-effective protection, nickel provides strong corrosion and temperature resistance, and silver delivers excellent contact conductivity.
Q5: What current range can these busbars support?
Depending on the design, cross-sectional area, material thickness, operating environment, and thermal requirements, copper busbar stamping parts can support current carrying needs from approximately 30A to 2000A.
Q6: How does precision stamping improve product quality?
Precision stamping ensures repeatable dimensions, accurate holes, controlled bends, clean edges, and stable contact surfaces. It is suitable for mass production and helps reduce assembly errors in automotive applications.
Q7: Why is burr control important?
Burrs can interfere with assembly, damage insulation, create particles, and reduce electrical safety margins. In high-voltage EV systems, clean edges and controlled burr levels are essential for safety and reliability.
Q8: What makes Suzhou Shuangqisi Mold Equipment Co., Ltd. suitable for copper busbar production?
The company integrates stamping die design, mold manufacturing, stamping production, and automation equipment capabilities. It has advanced processing equipment, experienced technical staff, multiple punch presses, and long-term experience in the mold industry, allowing it to provide reliable and cost-effective busbar stamping solutions.
Q9: Can the company support customized busbar designs?
Yes. Customization can include material selection, thickness, shape, hole layout, bend design, surface treatment, tolerance requirements, and production process planning. The company’s tooling and engineering capabilities support customized development from prototype to mass production.
Q10: What standards are relevant for these products?
Relevant requirements may include IATF 16949 automotive quality management principles, RoHS environmental compliance, and applicable ISO standards. Specific compliance requirements depend on customer projects and target markets.
19. Conclusion
New energy vehicle copper busbar stamping parts are essential conductive components for modern electric vehicle power systems. They provide high conductivity, efficient heat dissipation, compact installation, stable mechanical performance, and reliable current distribution in battery packs, motors, BMS units, DC/DC converters, inverters, chargers, and power distribution systems. Manufactured from high-purity copper such as C11000, C10100, or T2 copper, these parts can achieve excellent electrical performance and support current ranges from 30A to 2000A depending on design.
Precision stamping gives these busbars a strong advantage over traditional wiring harnesses and lower-quality competing products. It enables accurate dimensions, repeatable geometry, clean edges, controlled bends, and efficient mass production. Surface treatments such as tin, nickel, and silver plating further enhance corrosion resistance, contact stability, and long-term reliability.
The strength of the product is closely connected to the strength of the manufacturer. Suzhou Shuangqisi Mold Equipment Co., Ltd. combines stamping die design, precision mold manufacturing, stamping production, and automation support. With imported wire cutting machines, CNC machining centers, grinding equipment, 80T to 400T punch presses, experienced technicians, and years of mold industry experience, the company can provide high-quality copper busbar stamping parts for demanding new energy vehicle applications.
For customers seeking reliable conductive components, the ideal supplier is not only a parts producer but also an engineering partner capable of optimizing design, controlling quality, reducing cost, and supporting scalable production. Precision-stamped copper busbar parts from an integrated and technically capable manufacturer offer a strong solution for the next generation of efficient, safe, and compact electric vehicle power systems.
References
1. Copper Development Association. Copper and Copper Alloy Applications in Electrical Conductors.
2. International Organization for Standardization. Quality Management Systems and Automotive Manufacturing Guidelines.
3. Automotive Industry Action Group. IATF 16949 Automotive Quality Management System Reference Materials.
4. ASM International. Metals Handbook: Properties and Selection of Nonferrous Alloys and Special-Purpose Materials.
5. Society of Automotive Engineers. Electric Vehicle High-Voltage System Design and Safety Considerations.
6. European Union RoHS Directive Technical Documentation on Restricted Substances in Electrical and Electronic Equipment.
Product: New energy vehicle copper busbar stamping parts
Previous Post
High-End Large Computer Stamping Parts for Reliable Industrial Computing Hardware
Next Post
No next article
Our Products.

Start Your Business with an OEM Manufacturer Right Here!
Provide global customers with complete turn-key solutions
through
innovation!
QUICK LINKS
CONTACT INFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Copyright © Suzhou Shuangqisi Mold Equipment Co., Ltd. All Rights Reserved. Custom Stamping Die Metal Stamping Die Manufacturers
